hv-1000a显微硬度仪(hvs)
1.hvs
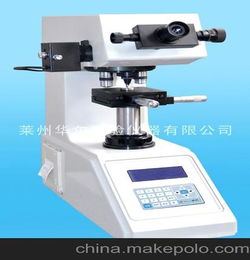
HVS-1000型数显显微硬度计简介 HVS-1000型数显显微硬度计是光、机、电一体化的高新技术产品。
该仪器造型新颖、美观,是普及型显微硬度计的升级换代产品。该机采用计算机软件编程,高倍率光学测量系统,光电传感等技术。
通过软键输入,能调节测量光源强弱,预置试验力保持时间、维、努氏试验方法切换。在软键面板上的LCD显示屏能显示试验方式、试验力、测量压痕长度、硬度值、试验力保持时间、测量次数并能键入年、月、日期,试验结果通过打印机输出。
硬度计还配有摄影装置,能对所测压痕和材料金相组织进行拍摄。适用于测定微小、薄形试件,表面渗镀层等试件的显微硬度和测定玻璃、陶瓷等脆性材料的显微硬度。
2)主要技术参数试验力:0.098, 0.246, 0.49, 0.98, 1.96, 2.94, 4.90, 9.80N试验力施加方式: 自动加卸试验力测量显微镜放大倍率: 100X(观察时), 400X(测量时)试验力保持时间: 5~60s(每5秒为一单位,任意键入)测微压痕最小分辨率: 0.025μ试件最大高度: 65mm 最大宽度: 85mm3) 硬度计的使用(1) 转动试验力变换手轮,使试验力符合选择要求。旋转试验力变换手轮时,应小心缓慢地进行,防止过快产生冲击。
(2) 打开电源开关(22),指示灯(21)及光源灯(10)亮。LCD屏上显示此时试验力变换手轮所指示的试验力,并显示94年8月8日初始化日期。
(3) 这时光标在94年下显示,按下[TIME+]或[TIME-]键,可递增或递减,每按一次递增或递减5个数字。年份选择后,按下[SPECI]键选择月份,这时光标在8月下显示,数次按下[TIME+]或[TIME-]键选择月份.再按下[SPECI],这时光标在8日下显示,如上所述选择日期。
当测试结果输出打印时,相应打出所键入的年月日期。如不需打印日期时,可连按三次[SPECI]键。
(4) 日期键入后,LCD屏上显示D1、D2、HV、N等字母,即表示仪器己进入工作状态。(5) 转动物镜、压头转换手柄(16),使40X物镜(18)处于主体前方位置。
(光学系统总放大倍率为400*,处于测量状态。)(6) 将标准试块或试样安放在试台上,转动旋轮(20)使试台上升。
眼睛接近测微目镜观察。当试样离物镜下端2~3mm时,在目镜的视场中心出现明亮光斑,说明聚焦面即将来到,此时应缓慢微量上升,直至在目镜中观察到试块或试样表面的清晰成像,这时聚焦过程完成。
(7) 如果在目镜中观察到的成像呈模糊状或一半清晰一半模糊,则说明光源中心偏离系统光路中心,需调节灯泡的中心位置。如果视场太暗或太亮可通过操作面板(6)上的软键调节光源强弱。
(8) 如果想观察试块或试样上的较大视场范围,可将物镜压头转换手柄逆时针转至主体前方,此时,光学系统总放大倍率为100X,处于观察状态。当转换1OX和40X物镜时聚焦面有微量变化,可微调升降丝杆进行聚焦。
(9) 将转换手柄逆时针转动,使压头主轴处于主体前方,此时压头顶尖(1)与聚焦好的平面之间间隙约为0.4~0.5mm。当测量不规则的试样时要小心,防止压头碰及试样,损坏压头。
(10) 根据试验要求在操作面板上键入试验力延时保荷时间,每键入一次变化为五秒,[十]为加,[-]为减。(11) 按下操作面板(6)上的[START]键,此时加试验力,[LOADING] LED指示灯亮。
(12) 试验力保持阶段时,延时[DWELL]LED亮,此时LCD屏上T按所选择时间倒计数,延时时间到,试验力卸除,卸试验力(UNLOADING)LED亮。在LED未灭前,不要转动压头测量转换手柄,否则会影响压痕测量精度,甚至损坏仪器。
(13) 将转换手柄顺时针转动,使40X物镜处于主体前方。这时就可在测微目镜中测量对角线长度。
(14) 先将测微目镜右边的鼓轮顺时针旋转,使目镜内观察到的两刻线相近移动。当两刻线边缘相近时,透光缝隙逐渐减少,当两刻线间处于无光隙的临界状态时,按下[CL]键清零。
(15) 转动左侧鼓轮使鼓轮左边刻线对准压痕一角,再转动右侧鼓轮,两刻线分离,使右侧刻线对准压痕另一角。当刻线对准压痕对角线无误时,就按下测微目镜下方的按钮输入,并在显示屏的D1后显示。
(16) 当右侧鼓轮转动时,LCD屏上D1后的数字闪烁,表示结果还未输入,当结果输入后就不再闪烁,光标转入D2。按上述要求,再次测定另一对角线长度。
此时LCD屏HV硬度值就同时显示。注: 压痕会由于样品的表面粗糙不平或平整度差异或多或少地发生变形,所以测量对角线应在两个垂直方向上进行,取其算术平均值。
( 当进行努氏硬度试验时,只需测试长对角线长度,HK硬度值就立即显示。) (17) 本次测量完成后,才能进行下一次试验。
如果本次测量结果不满意,可重复进行测量或按[SPECI]、[RESET]复位键重新进行试验。( 此时测微目镜刻线需重新对零 ) (18) 当LCD屏显示测量次数N≥1时,可按[SPECI]、[PRI]打印键,测试结果从打印机(24)中打印输出。
第一次试验结果(N=O)不予打印。 (19) 当在目镜中观察到压痕太小或太大影响测量时,需重新选择试验力,转动试验力变换手轮,使试验力符合要求,这时应按下[SPECI]和[RESET]键,LCD屏就显示所选试验力。
此时,测微目镜刻线。

2.hvs
HVS-1000型数显显微硬度计简介 HVS-1000型数显显微硬度计是光、机、电一体化的高新技术产品。
该仪器造型新颖、美观,是普及型显微硬度计的升级换代产品。该机采用计算机软件编程,高倍率光学测量系统,光电传感等技术。
通过软键输入,能调节测量光源强弱,预置试验力保持时间、维、努氏试验方法切换。在软键面板上的LCD显示屏能显示试验方式、试验力、测量压痕长度、硬度值、试验力保持时间、测量次数并能键入年、月、日期,试验结果通过打印机输出。
硬度计还配有摄影装置,能对所测压痕和材料金相组织进行拍摄。适用于测定微小、薄形试件,表面渗镀层等试件的显微硬度和测定玻璃、陶瓷等脆性材料的显微硬度。
2)主要技术参数 试验力:0.098, 0.246, 0.49, 0.98, 1.96, 2.94, 4.90, 9.80N 试验力施加方式: 自动加卸试验力 测量显微镜放大倍率: 100X(观察时), 400X(测量时) 试验力保持时间: 5~60s(每5秒为一单位,任意键入) 测微压痕最小分辨率: 0.025μ 试件最大高度: 65mm 最大宽度: 85mm3) 硬度计的使用(1) 转动试验力变换手轮,使试验力符合选择要求。旋转试验力变换手轮时,应小心缓慢地进行,防止过快产生冲击。
(2) 打开电源开关(22),指示灯(21)及光源灯(10)亮。LCD屏上显示此时试验力变换手轮所指示的试验力,并显示94年8月8日初始化日期。
(3) 这时光标在94年下显示,按下[TIME+]或[TIME-]键,可递增或递减,每按一次递增或递减5个数字。年份选择后,按下[SPECI]键选择月份,这时光标在8月下显示,数次按下[TIME+]或[TIME-]键选择月份.再按下[SPECI],这时光标在8日下显示,如上所述选择日期。
当测试结果输出打印时,相应打出所键入的年月日期。如不需打印日期时,可连按三次[SPECI]键。
(4) 日期键入后,LCD屏上显示D1、D2、HV、N等字母,即表示仪器己进入工作状态。(5) 转动物镜、压头转换手柄(16),使40X物镜(18)处于主体前方位置。
(光学系统总放大倍率为400*,处于测量状态。)(6) 将标准试块或试样安放在试台上,转动旋轮(20)使试台上升。
眼睛接近测微目镜观察。当试样离物镜下端2~3mm时,在目镜的视场中心出现明亮光斑,说明聚焦面即将来到,此时应缓慢微量上升,直至在目镜中观察到试块或试样表面的清晰成像,这时聚焦过程完成。
(7) 如果在目镜中观察到的成像呈模糊状或一半清晰一半模糊,则说明光源中心偏离系统光路中心,需调节灯泡的中心位置。如果视场太暗或太亮可通过操作面板(6)上的软键调节光源强弱。
(8) 如果想观察试块或试样上的较大视场范围,可将物镜压头转换手柄逆时针转至主体前方,此时,光学系统总放大倍率为100X,处于观察状态。当转换1OX和40X物镜时聚焦面有微量变化,可微调升降丝杆进行聚焦。
(9) 将转换手柄逆时针转动,使压头主轴处于主体前方,此时压头顶尖(1)与聚焦好的平面之间间隙约为0.4~0.5mm。当测量不规则的试样时要小心,防止压头碰及试样,损坏压头。
(10) 根据试验要求在操作面板上键入试验力延时保荷时间,每键入一次变化为五秒,[十]为加,[-]为减。(11) 按下操作面板(6)上的[START]键,此时加试验力,[LOADING] LED指示灯亮。
(12) 试验力保持阶段时,延时[DWELL]LED亮,此时LCD屏上T按所选择时间倒计数,延时时间到,试验力卸除,卸试验力(UNLOADING)LED亮。在LED未灭前,不要转动压头测量转换手柄,否则会影响压痕测量精度,甚至损坏仪器。
(13) 将转换手柄顺时针转动,使40X物镜处于主体前方。这时就可在测微目镜中测量对角线长度。
(14) 先将测微目镜右边的鼓轮顺时针旋转,使目镜内观察到的两刻线相近移动。当两刻线边缘相近时,透光缝隙逐渐减少,当两刻线间处于无光隙的临界状态时,按下[CL]键清零。
(15) 转动左侧鼓轮使鼓轮左边刻线对准压痕一角,再转动右侧鼓轮,两刻线分离,使右侧刻线对准压痕另一角。当刻线对准压痕对角线无误时,就按下测微目镜下方的按钮输入,并在显示屏的D1后显示。
(16) 当右侧鼓轮转动时,LCD屏上D1后的数字闪烁,表示结果还未输入,当结果输入后就不再闪烁,光标转入D2。按上述要求,再次测定另一对角线长度。
此时LCD屏HV硬度值就同时显示。注: 压痕会由于样品的表面粗糙不平或平整度差异或多或少地发生变形,所以测量对角线应在两个垂直方向上进行,取其算术平均值。
( 当进行努氏硬度试验时,只需测试长对角线长度,HK硬度值就立即显示。) (17) 本次测量完成后,才能进行下一次试验。
如果本次测量结果不满意,可重复进行测量或按[SPECI]、[RESET]复位键重新进行试验。( 此时测微目镜刻线需重新对零 ) (18) 当LCD屏显示测量次数N≥1时,可按[SPECI]、[PRI]打印键,测试结果从打印机(24)中打印输出。
第一次试验结果(N=O)不予打印。 (19) 当在目镜中观察到压痕太小或太大影响测量时,需重新选择试验力,转动试验力变换手轮,使试验力符合要求,这时应按下[SPECI]和[RESET]键,LCD屏就显示所选试验力。
此时,测微目镜刻线应重新对零。
3.洛氏硬度计长期使用后应注意些什么
硬度计检定中注意的问题 HR-150型洛氏硬度检定之前,先不要用硬度块去测硬度计的示值误差,首先确定被检定硬度计的工作状态是否在正常工作状态,这就需要注意以下几点问题 1、确定硬度计安装位置是否水平,判断方法:打开砝码后盖,检查砝码是否自由铅垂,在加载过程中,不能碰到两内侧或底托。
2、查看吊杆位置是否正常,判断方法:用HRC高硬度块其它也行加上初试验力时指针已转动三圈,这时再向上压,让指针再转半圈,在三圈半正负10 格之内,说明吊杆位置正常,如不正常,调节方法:①调节砝码吊杆长度,将吊杆上两个调节螺钉上下调节,调到正常工作位置;②调整杠杆的高度,方法是:打开上盖板,取下前面的指示装置百分表松开前面和顶上两个固定杠杆高度的螺丝,再调节顶上沉孔中两螺丝,明显可以看到杠杆向上或向下运动,可以调到合适位置,在固紧四个定位螺钉。 3、检查硬度计的缓冲装置是否在4~6秒内完全加载,调节方法:打开后盖,看到缓冲装置,内有一可调节钮,调节它可以调节缓冲快慢,若缓冲器中无油或缺油加载时会有冲击声音,就要向缓冲器中加液压油,加油时要把防尘圈撬起最好用油抢加油,加 油量即可。
4、加载动作是否正常。以上都正常还要看加载动作是否正常,在负载转换中能正常,60、100、150之间转换,若不能则需调整砝码位置,这在对测 HRA、HRB硬度时有影响。
HRA与HRC压头是一样的,HRB为Ф1.588mm的钢球,在测HRB时应注意:HRB的硬度值很小,被测物很软,若正常测量时,HRB硬度值偏高,有可能是Ф1.588mm的钢球变形,需更换,在万一没能更换时,可以取下钢球重新装一次试试,在检定HRA、HRB、HRC时要注意负载之间转换。 5、以上正常可以开始正式检定工作。
检定时若发现HRC高硬度与低硬度不是线性的误差,一般是由金钢石压头损坏而造成的,此时需更换压头,若误差是成线性关系,调节方法就有:打开上盖板,调节顶针上的小盖片,向里调,指示硬度值会调大,向外调,指示硬度值会调小,反复调节,直至硬度计合格为止。 三 洛氏硬度计故障的分析与排除 如果硬度计示值不合格:引起HR-150型洛氏硬度计检定不合格的因素有很多,如:压头、预负荷、主负荷、机架及试样支承机构、测量指示机构、试件、试验条件、操作者等。
我们就其一些常见故障进行分析和排除,如下: 1、加预负荷初,指针有抖动 主要原因:平键与升降丝杆的长键槽配合松动。 排除方法:拧紧平键紧固螺丝或更换平键。
2、主负荷加完后,指针有抖动 主要原因:砝码托盘上有油;缓冲器相对工作台不水平;机身不水平。 排除方法:清除拖盘油污;调整缓冲器连接机身螺钉,使其水平;在工作台面上校正水平。
3、开始加主负荷时指针跳动 主要原因:加荷手柄有松动现象;缓冲器的油量不够。 排除方法:紧固松动的顶丝;加油并排净空气。
4、施加主负荷后,指针较长时间才走动 主要原因:砝码吊杆太长。 排除方法:调短吊杆。
5、加主负荷后,指针不动 主要原因:主负荷没有加上;缓冲器油针关闭了油孔。 排除方法:调短吊杆长度;打开缓冲器,调开油针。
6、加主负荷时,指针走动太快 主要原因:缓冲器的调节油针在最大开口位置;缓冲器无油。 排除方法:调节油针至合适位置;加油并排净空气。
7、加主负荷时,指针走动太慢 主要原因:缓冲器的调节油针调的过小;缓冲器油太脏或粘度过大;百分表测量杆有较大的摩擦;主轴系统有阻力。 排除方法:调节油针至合适位置;更换粘度合适的油;消除摩擦;清洗主轴系统。
8、加主负荷时,指针时走时停、时快时慢 主要原因:缓冲器的油缸里有空气;机身不水平致使砝码与机身有碰撞或摩擦。 排除方法:排除油缸中的空气;调整机身水平。
9、主负荷卸除后指针有跳动现象 主要原因:砝码吊杆与大杠杆连接件的球头与球窝有油污。 排除方法:清洗油污。
10、主负荷卸除到最后,指针突然上升或下降 主要原因:操纵手柄松动。 排除方法:将操纵手柄的固定螺丝调好紧固。
11、A、B及C标尺硬度值有规律的偏高 主要原因:测试杠杆比偏大;预负荷大了;主负荷没有加完;主负荷砝码轻了。 排除方法:松开调节板固定螺丝,向前移调节板至合适位置;调准预负荷;调短吊杆;给各砝码配重。
12、A、B及C标尺硬度值有规律的偏低 主要原因:测试杠杆比偏小;预负荷小了;主负荷砝码重了;压头安装的不正确;工作台没有安装正确;工件与工作台的密合性差。 排除方法:松开调节板固定螺丝,向后移调节板至合适位置;调准预负荷;调整砝码质量;重装压头;重新装好工作台;重新安放工件。
13、A值合格,C值不合格 主要原因:压头顶端上部圆锥面不光滑或圆锥角超差过大;靠近压头顶端上部圆锥面有损。 排除方法:修理或更换压头。
14、A、C值合格,B值不合格 主要原因:钢球在球座中松动;B压头的钢球尺寸偏差大或生锈有损。 排除方法:重新安装;更换新钢球。
15、A、B及C标尺值都不稳定 主要原因:主轴系统有阻力;主轴的端面不平;大杠杆上的刀刃、支点刀刃接触有变或变钝。 排除方法:清洗主轴系统;。
4.关于硬度计的问题
1、硬度计的分类: 按材料分类有: 金属硬度计 橡胶硬度计 石材硬度计 水果硬度计 按名称分类有: 洛氏硬度计 HR 表面洛氏硬度计 HR(15.30.45)(N,T) 维氏硬度计 HV 里氏硬度计 HL 布氏硬度计 HB(S) 肖氏硬度计 HS 邵氏硬度计 HA 韦氏硬度计 HW 巴氏硬度计 一个单位相当于压入深度0.0076mm 按类型分类有: 便携硬度计(手提式硬度计) 台式硬度计 多功能硬度计 超声波硬度计 视觉硬度计 按示值显示分类有: 数显硬度计 指针示硬度计 读值查表示硬度计硬度计又分为便携式硬度计和台式硬度计。
·洛氏硬度计:用于铸铁等工件的洛氏硬度值测量 ·维氏硬度计:用于较薄工件的维氏硬度值测量 ·布氏硬度计:用于硬度较高的工件布氏硬度值测量 ·里氏硬度计:是便携式硬度计,用于不宜拆卸或较大产品的硬度值测量 ·邵氏硬度计:用于橡胶类产品邵氏硬度值测量 ·韦氏硬度计:用于铝合金类产品韦氏硬度值测量 ·巴氏硬度计用于玻璃钢类产品巴氏硬度值测量 ·万能硬度计:用于多种硬度标尺下的硬度值测量 ·显微硬度计:是维氏硬度计的一种,用于很薄的工件的维氏硬度值测量 ·肖氏硬度计用于测定黑色金属和有色金属的肖氏硬度值 台式硬度计是相对于便携式硬度计来说的,台式硬度计具有测试稳定,精度高等特点.数显台式硬度计,一般是指具有液晶屏直接显示硬度值,数显台式硬度计是相对于表盘硬度计来说的,具有直观、高效等特点。.。










