錾削时的(錾削操作安全注意事项有哪些)
1.錾削操作安全注意事项有哪些
种机床的技术安全操作规程
1、车床技术安全操作规程
(1) 工作前按规定润滑机床,检查各手柄是否到位,并开慢车试运转五分钟,确认一切正常方能操作。
(2)卡盘夹头要上牢,开机时扳手不能留在卡盘或夹头上。
(3)工件和刀具装夹要牢固,刀杆不应伸出过长(镗孔除外);转动小刀架要停车,防止刀具碰撞卡盘、工件或划破手。
(4)工件运转时,操作者不能正对工件站立,身不靠车床,脚不踏油盘。
(5)高速切削时,应使用断屑器和挡护屏。
(6)禁止高速反刹车,退车和停车要平稳。
(7)清除铁屑,应用刷子或专用钩。
(8)用锉刀打光工件,必须右手在前,左手在后;用砂布打光工件,要用“手夹”等工具,以防绞伤。
(9)一切在用工、量、刃具应放于附近的安全位置,做到整齐有序。
(10)车床未停稳,禁止在车头上取工件或测量工件。
(11) 车床工作时,禁止打开或卸下防护装置。
(12) 临近下班,应清扫和擦试车床,并将尾座和溜板箱退到床身最右端。
2、铣床技术安全操作规程
(1)操作前检查铣床各部位手柄是否正常,按规定加注润滑油,并低速试运转1~2分钟,方能操作。
(2)工作前应穿好工作服,女工要戴工作帽,操作时严禁戴手套。
(3)装夹工件要稳固。装卸、对刀、测量、变速、紧固心轴及清洁机床,都必须在机床停稳后进行。
(4)工作台上禁止放置工量具、工件及其它杂物。
(5)开车时,应检查工件和铣刀相互位置是否恰当。
(6)铣床自动走刀时,手把与丝扣要脱开;工作台不能走到两个极限位置,限位块应安置牢固。
(7)铣床运转时,禁止徒手或用棉纱清扫机床,人不能站在铣刀的切线方向,更不得用嘴吹切屑。
(8)工作台与升降台移动前,必须将固定螺丝松开;不移动时,将螺母拧紧。
(9)刀杆、拉杆、夹头和刀具要在开机前装好并拧紧,不得利用主轴动转来帮助装卸。
(10)实训完毕应关闭电源,清扫机床,并将手柄置于空位,工作台移至正中。
2、钳工技术安全操作规程
3、在虎钳上装夹工件时,要用力夹牢,手柄要靠拢端头。
4、手锤必须装配牢固,并在使用中经常检查是否有松动现象。
5、使用手锤,周围有人时,要随时避开,避免伤人。
6、进行錾削时,要控制切屑飞出方向,以免伤人。
(5)严禁使用无柄锉刀、铲刀、刮刀等,以免伤手。
(6)钳台上应设置防护网,工作中应用刷子扫除切屑,不得徒手揩摸或用嘴吹切屑。
(7)钻孔时,手不得接触钻床主轴和钻头,严禁戴手套操作,并防止衣袖、头发被卷住。
(8)钳工工具、量具,应放在工作台的适当位置,以免滑落掉地而损坏。
7、工作场地应保持整洁,过道通畅,毛坯和零件堆放整齐。

2.简述錾削的动作要点和安全
用锤子打击錾子对金属工件进行切削加工的方法,叫錾削。又称凿削。
它的工作范围主要是去除毛坯上的凸缘、毛刺、分割材料、錾削平面及油槽等,经常用于不便于机械加工的场合。
左手握稳錾,防止角度变,眼看錾刃口,锤击准稳狠。
调地发展肌肉,促进身体曲线完美。
一、对头部的要求
头部保持自然的正直,双眼平视前方,不要向前伸颈探头,也不要缩下巴,舞蹈时头部要自然松弛地与每个动作
和谐、自如地配合。
二、对颈部的要求
对于一个舞者来说,颈部美是及其重要的,修长的颈部给人一种美的视觉感受。所以在训练中颈部要自然放松,
有松弛、自然延伸的感觉。
三、对肩部的要求
肩部在训练中的状态十分重要,肩部的松弛、舒展会使舞蹈动作轻松、大方、潇洒。训练中双肩要自然向下放松
双肩展开,不要耸肩或向前抠胸。
四、对胸部的要求
自然挺胸、双肩平展,不要向前抠胸,呼吸均匀、自然流畅。
五、对背部的要求
前胸与后背是一体的,挺胸的同时就会使后背垂直。在训练中后背要垂直挺拔,有向外扩展之感觉,脊椎骨向上
拉长、延伸,后背肌向脊椎骨方向收拢,不要驼背。
六、对腹部的要求
收腹合肋,腹部向里收平,不要向外凸出也不要向里凹进去。
七、对腰部的要求
腰部是连接上下身的关键,弹跳与旋转等的练习均与此密不可分。训练中腰部要挺立,不要塌腰,将腰部收紧向
上提起和背部保持垂直的状态。
八、对臀部的要求
收紧臀大肌,在向上提起臀部的同时要向前推,和腰部、背部在一个平面上。
九、对胯部的要求
无论是地面动作还是空中或旋转动作,胯部都要在稳定的状态下来完成。另外在训练中胯部要向上提起。
十、对腿部的要求
腿部训练方法的正确是完成好一切动作的基础。训练中小腿、膝盖、大腿等部位向上提起,膝关节伸直,双腿内
侧肌肉并拢,动作中整个腿部向外打开。
十一、对脚部的要求
训练中双脚平铺地面,脚趾伸展并紧紧地抓住地面,不要向里或向外倒脚。双脚平均地支撑人体重量,保持人体
重心的垂直。在做动作的过程中,要紧绷脚背,并且有向远方无限延伸之感觉。

3.为避免锤子敲到手上,錾削时应注意哪些事项?
1、錾子是錾削用的工具,通常是用碳素钢制作的,不可用高速钢作錾子。热处理后的錾子硬度为HRC(48-52);錾顶不准淬火,不准有裂纹和毛刺。
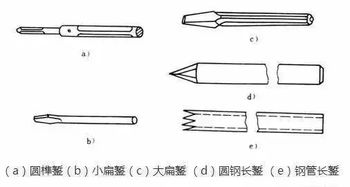
2、一般錾削毛坯表面的毛刺,浇冒口和分割材料可用扁錾(阔錾);錾槽及分割曲线形板料可用尖錾(狭錾);錾削油槽使用油槽錾。
3、握錾方式和操作要正确。錾子要用左手中指、无名指和小指握着,大拇指和食指自然合拢,錾子头部伸出20mm左右;如减少錾击对手的震动,錾子不要握的太紧。
4、錾削时,应从工作侧面的尖角处轻轻起錾,錾开缺口后再全刃工作,否则,錾子容易弹开或打滑;切削距工件尽头lOmm处时,应掉头錾削。
5、为防止锤子从錾子端头滑脱时打在手上,可在錾柄握手处上方套一个泡沫橡胶垫;为防止飞屑或碎块伤人,作业者应戴护目镜,工作台上应放置钢网护板。
6、錾尖应略带球面形,如有飞边卷刺应及时修整,以保证锤击力通过錾子中心线。
4.汽车维修中,錾削的操作要点有哪些
工件要夹牢。锯削部位尽可能靠近钳口。锯薄片时,可将工件夹在两木片或金属片间,然后一起锯削,以减少振动。
2、艇锯角度要小。一般应在工件的最宽面上起锯,开始速度要慢,行程要短,压力要小。可用手指扶住锯条,使锯齿切人工件。
3、应尽可能使锯条全长参加工作,以延长锯条使用寿命。锯削速度以30-40次/min为宜。用新锯条在旧锯缝中锯削,或强行纠正歪斜的锯缝时,压力过大或锯条安装不正都易折断锯条。
4、工作时,右手握持架柄,拇指在上,左手轻握锯弓前端,锯弓前行时应加压力,回行时不用加压力,并稍稍抬起。
5、除铸铁、黄铜、铝外,锯其他金属应使用冷却液。
5.锉削时应注意那些事项
锉削操作注意事项:
1.锉削操作时,锉刀必须装柄使用,以免刺伤手心。
2.由于虎错钳口滓火处理过,不要锉到钳口上,以免磨钝锉刀和损坏钳口。
3.不要用手去摸锉面或工件,以防被锐棱刺伤等,同时防止手上油污沾上锉刀或工件表面,使锉刀打滑,造成事故。
4.锉下来的屑末要用毛刷清除,不要用嘴吹,以免屑末进入眼内。
5.锉面堵塞后,用钢丝刷顺着锉纹方向刷去屑末。
6.锉刀放置时,不要伸出工作台之外,以免碰落摔断或砸伤脚背。
扩展资料:
锉刀的种类和规格
锉刀按用途可分为普通锉、整形锉和特种锉三类,常用的是普通锉,它的规格一般以截面形状、锉刀长度、齿纹粗细来表示。
1.按截面形状可分为:平锉、方锉、圆锉、半圆锉、三角锉等五种。
2.按工作部分的长度可分为:100,150,200,250,300,350,400mm七种。
3.按齿纹可分为:单齿纹锉刀和双齿纹锉刀。
4.按齿纹粗细可分为:粗齿、中齿、细齿和油光锉等。
参考资料来源:百度百科-锉削
6.锯削的注意事项
1、丁字步站立。
2、右手握把,左手扶弓。
3、走锯速度均匀(杜绝冲击型的走锯)。
4、前推时,右肩部协助用力往前送,回程时锯条轻轻滑回。
5、走满弓(用满全锯条)。
6、把持锯弓不左右摇晃。
7、随时纠正锯路,不偏斜。
8、最好不要再旧锯缝中换新锯条使用(断锯条时除外)。
9、锯削将近终了时,用力要趋缓,防止手受伤。
扩展资料:
锯割方法
1、选择锯条
根据工件材料的硬度和厚度选择适当齿数的锯条。
2、装夹锯条
将锯齿朝前装夹在锯弓上,注意锯齿方向,保证前推时进行切削,锯条的松紧要合适,一般用两个手指的力能旋紧为止。另外,锯条不能歪斜和扭曲,否则锯削时易折断。
3、装夹工件应尽可能装夹在台虎钳的左边,以免操作时碰伤左手。工件伸出钳口要短,锯切线离钳口要近,否则锯割时产生颤动。工件要夹牢,不可有抖动。
4、起锯
起锯时成以左平拇指常住锯条,右手稳推手柄,起锯角大约为15°。起锯角过大,锯齿被工件的棱边卡住,会碰落锯齿;起锯角过小,锯齿不易切入工件,可能打滑而损坏工件的表面。起锯时的锯弓往复行程应短,压力要小,锯条要与工件件表面垂直。
5、锯割动作
锯割时右手握锯柄,左手轻扶弓架前端。锯弓应做前后直线往复运动,不可做左右摆动,以免锯缝歪斜和折断锯条。前推时要加压,用力要均匀;返回时微微抬起手锯,减少锯齿中部的磨损:锯切时速度以每分钟往返30-60次为宜。
锯切时要用锯条全长(至少占全长的2/3)工作,以免局部磨损。锯钢件材料时加机油润滑,快锯断时用力要轻,以免碰伤手臂。前推时加压要均匀.返回时锯条从工件上轻轻滑过。快锯断时用力要轻,以免碰伤手臂和折断锯条。
锯割硬材料时应慢些,锯割软材料时应快些,同时锯割行程应保持均匀。回程的速度应相对快些,以提高生产效率。
参考资料来源:百度百科-锯削
7.汽车维修中,錾削的操作要点有哪些
① 用台虎钳夹好工件,要使被錾削的地方与台虎钳的钳口处于同一水平面上,錾打的 方向应对着钳口。
② 錾切时,手腕不可以向上或向下歪曲,錾子尾端露出20mm左右为宜。过长时錾子 容易摇动,造成锤子打手。
③ 錾子与工件所成的夹角应根据材料的软硬和錾切量大小而定。 錾切量大或材料硬时 夹角要大,反之夹角要小,一般在25° ~40°之间,使切削刃与工件有较多的接触面,錾出 平面较平整。
④ 錾削厚层金属时,应分几次錾。每次錾削厚度为0。
5 ~1 mm。如果一次錾削过厚, 则錾削费力,且不易錾平;錾削过薄则易使錾子从工件表面滑脱。
錾宽平面时,应先用掏槽 寥子錾出沟槽后再錾平。⑤ 錾软金属(铜、铝)时,可用肥皂或油涂于錾子的刃口上,这样錾削容易,并可获 得较光滑的表面。
⑥ 錾削时,眼睛应注视錾子刃口,不要盯着被捶击的錾顶。操作中应检查锤头是否有 松动,如松动应用锤楔楔牢;对于锤柄上的汗水和油污要及时清除干净,以防工作中锤子从 手中松脱。
錾削的要领可归纳为:左手稳握錾,右手把锤挥,眼看錾刃口,锤击稳、准、狠。