轧制压下(控制轧制的技术要点是什么)
1.控制轧制的技术要点是什么
控轧轧制是一项人为地使奥氏体中尽可能多地形成铁素体相变核的晶格异质(heterogeneity),并有效地将铁素体晶粒细化的技术。
控制轧制的技术要点具体归纳为: ⑴尽可能降低加热温度,即将开始轧制前的奥氏体晶粒微细化。 ⑵使中间温度区(例如900℃以上)的轧制道次程序(道次压下量)最佳化,通过反复再结晶使奥氏体晶粒微细化。
⑶加大奥氏体未再结晶区的累计压下量,增加奥氏体每单位体积的晶粒面积和变形带面积。 从机理上考虑,关于铁素体晶粒的微细化,上述(1)、(2)、(3)的效果可以认为是叠加的。
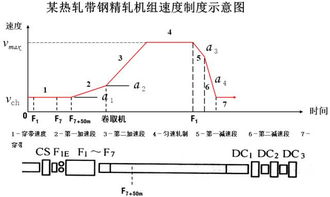
2.精轧阶段对压下量分配的要求是什么
精轧阶段压下量分配主要是按性能控制和钢板的平直度两个方面制定的。
性能控制阶段是精轧开始阶段,压下量不受咬入条件的限制,轧制一开始宜采用大的压下量分配,随着道次的增加,轧制温度不断降低,轧制力不断上升,在保持轧制力基本稳定情况下,压下量应逐渐减小,但要保持压下率基本没有明显减小。钢板的平直度和精度控制一般在成品前的2〜3个轧制道次,在这几个道次,压下量以压下率由大到小的变化方式进行分配,但成品道次的压下量控制应以压下率一般不低于10%为宜。
3.如何挤压不同轧制和锻造
锻压——对坯料施加外力,使其产生塑性变形,改变尺寸、形状并改善性能,用以制造机械零件、工件或毛坯的成形加工方法,它是锻造和冲压的总称。
常见的锻压方法有锻造、冲压、轧制、挤压、拉拔等。 锻造——通常是指将坯料加热后,用手锤、锻锤或压力机等锤击或加压,使它发生塑性变形,成为一定形状和尺寸的工件的加工方法。
冲压——是使板料经分离或成形而得到制件的工艺。由于大多数情况下冲压是在常温下进行的,所以又称为冷冲压。
挤压——坯料在三向不均匀压应力作用下,从模具的孔口或缝隙挤出,使之横截面积减小、长度增加,成为所需制品的加工方法。 等温——恒温 锻造分为自由锻造(自由锻)和模型锻造(模锻)。
模锻用的是锻模,由上、下模组成,模膛一般是封闭空腔,被锻材料在模膛中发生塑性变形,成为与模膛空腔形状相同的锻件。 挤压用模由挤压模、挤压筒和凸模组成,凸模上有通孔(与打针用的注射器类似),被挤材料从孔中出来成为所需制品。