3d打印实训(3D打印注意事项有哪些)
1.3D打印注意事项有哪些
1、当你打印一个新东西,可以先用打印机的低设置(即高速,低精度)先迅速实验一下。因为你肯定不愿意花了n个小时打印完成之后发现物品的大小或者什么地方不对!
2、如果你使用ABS塑料打印的话,要确保将你的打印平台预热到它的高温度,因为温度越高越能防止ABS材料在打印过程中卷边翘起。
3、如果是用PLA塑料打印的话,则可以不用加热的打印平台,在你的平台上粘上一层蓝色画匠布基胶带,它比传说中的胶带便宜也好用。
4、对于加热的打印平台,Kapton胶带是最合适的,因为它比蓝色画匠胶带布基胶带有更好的耐热和散热性。
5、多了解你选择的打印材料的属性。在个人3D打印中使用的两种主流塑料是ABS和PLA。每种都有它自己的特性,比如熔化温度和出料速度。确保你设置的打印机各项数据能支持你所使用的打印材料。
2.3D打印注意事项有哪些?
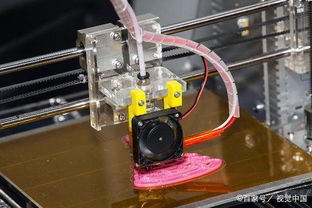
3D打印注意事项 电机运作,升温无误后,即可进行打印,注:要留心观察喷头和热床之间的距离,Z轴归零后需要和热床保持不小于0。
2MM的距离,若紧贴热床,需要进行高度调节 喷头和热床距离调节:(喷头和床的最佳高度是首层高度的一半,也就是不大于0。 2MM) 调硬件:(推荐调节到Z轴归零时喷头和床的距离在3MM左右) 1。
可以调节热床,四个角的螺丝,打紧则热床降低。 2,可以调节Z轴限位开关的高度,调离喷头抬高,(开关在左下角Z轴电机上面有两个小十字螺丝固定的,带红点的那个就是) 调软件:(可对喷头高度进行微调) 在切片配置里,打印机选项设置有个ZOFFSET,默认是0,负数下降喷头,正数抬高喷头,修改完参数,要保存并重新生成代码,打印时起效 打印耗材的更换 挤出头温度升到230,压下进料口旁边的螺丝,把旧料拉出来,然后把新料弄直,斜着剪一下,插进去,这个进程要一直压下螺丝,要用力,(它下面是个弹簧,用来把材料挤到进料电机上的齿轮上) 。

3.3D打印有哪些需要注意的?
3D打印注意事项 进料口下面是一个直通到喷头的管道,插材料的时候,要找准管口,插进去有段距离,要插到喷头在喷丝,就行了 机器会随机附送一段耗材,便于用户进行测试打印,要特别注意,打印耗材,不能全都打完,要留一段,换材料时需要拉出来,再装新耗材,耗材全都打完,会卡在挤出机里,切记不能打完!!! 换喷头,温度升到240度,两把钳子,一把夹住喷头,一把夹住方块,要保持方块不动,拧喷头 喷头顺时针拧紧,逆时针松掉,像螺丝一样,必须要拧紧 SD卡脱机 先在电脑上正常打印 然后把生成的代码,在代码编辑里,保存到SD卡,也就是GCODE文件,插到机器上,旋钮选中要打印的GCODE文件,按下旋扭确认,即可执行脱机打印。
4.3D打印机使用注意事项是什么
1、当你打印一个新东西,可以先用打印机的低设置(即高速,低精度)先迅速实验一下。
因为你肯定不愿意花了n个小时打印完成之后发现物品的大小或者什么地方不对! 2、如果你使用ABS塑料打印的话,要确保将你的打印平台预热到它的高温度,因为温度越高越能防止ABS材料在打印过程中卷边翘起。 3、如果是用PLA塑料打印的话,则可以不用加热的打印平台,在你的平台上粘上一层蓝色画匠布基胶带,它比传说中的胶带便宜也好用。
4、对于加热的打印平台,Kapton胶带是最合适的,因为它比蓝色画匠胶带布基胶带有更好的耐热和散热性。 5、多了解你选择的打印材料的属性。
在个人3D打印中使用的两种主流塑料是ABS和PLA。每种都有它自己的特性,比如熔化温度和出料速度。
确保你设置的打印机各项数据能支持你所使用的打印材料。
5.3D打印建模时应注意哪些事项
1、物体模型必须为封闭的也可以通俗的说是“不漏水的”(Watertight)。
有时要检查出你的模型是否存在这样的问题有些困难。如果你不能够发现此问题,可以借助一些软件,比如3ds Max的STL检测(STL Check)功能,Meshmixer的自动检测边界功能。一些模型修复软件当然是能做的,比如Magics,Netfabb等。
2、物体需要厚度CG行业的模型通常都是以面片的形式存在的,但是现实中的模型不存零厚度,我们一定要给模型增加厚度。
3、物体模型必须为流形(manifold) 。
简单来看,如果一个网格数据中存在多个面共享一条边,那么它就是非流形的(non-manifold)。
4、正确的法线方向。
模型中所有的面法线需要指向一个正确的方向。如果你的模型中包含了错误的法线方向,我们的打印机就不能够判断出是模型的内部还是外部。
5、物体模型的最大尺寸物体模型最大尺寸是根据3D打印机可打印的最大尺寸而定。
当模型超过3D打印机的最大尺寸,模型就不能完整地被打印出来。在Cura软件中,当模型的尺寸超过了设置机器的尺寸时,模型就显示灰色。物体模型最大尺寸根据您使用的机器而定。
6、物体模型的最小厚度打印机的喷嘴直径是一定的,打印模型的壁厚考虑到打印机能打印的最小壁厚。不然,会出现失败或者错误的模型。一般最小厚度为2mm,根据不同的3D打印机而发生变化。
7、45度法则。任何超过45度的突出物都需要额外的支撑材料或是高明的建模技巧来完成模型打印,而3D打印的支撑结构比较难做。添加支撑又耗费材料,又难处理,而且处理之后会破坏模型的美观。
8、设计打印底座用于3D打印的模型最好底面是平坦的,这样既能增加模型的稳定性,又不需要增加支撑。可以直接用平面截取底座获得平坦的底面,或者添加个性化的底座。
9、预留容差度对于需要组合的模型,我们需要特别注意预留容差度。要找到正确的度可能会有些困难,一般解决办法是在需要紧密接合的地方预留0.8mm的宽度;给较宽松的地方预留1.5mm的宽度。但是这并不是绝对的,还得深入了解你的打印机性能。
答案摘录于打印派社区
6.3D打印建模需要注意的问题有哪些
基于激光的立体光固化技术(SLA)在数据处理时所识别的格式是STL。
一般的三维造型软件,如Pro/E、UG、Solidworks、Catia、Rhino、3dmax等都可转换成STL。当建模比较标准时,格式转换后,模型的三维数据一般是不会有问题的;当建模不规范时,模型的三维数据常会出现以下问题(具体的解决方法也会在每个问题后有所描述):1) 法向问题,就是面的方向反了;解决的办法就是直接在建模软件中改变这个面的方向。
2) 缝隙 由曲面围成的模型,当面和面之间没有完全闭合时就会产生缝隙;解决办法:在建模软件中修改,使缝隙闭合。3) 壁厚 在各类软件中,曲面都是理想的,没有壁厚,但在现实中没有壁厚的东西是不存在的,所以在建模时不能简单的由几个曲面围成一个不封闭的模型;解决办法:给面片加上壁厚4) 多余的几何形状 如建模时的一些参考点、线或面,还包括一些隐藏的几何形状,在建模完成时没有删掉;解决办法:直接删掉多余的几何形状。
5) 重复的面片 建模时两个面叠加在一起就会产生重复的面片;解决办法:删去重复的面6) 体块和体块间要进行布尔运算;以上所述均为建模时的一些常见问题,均应该避免,以保证模型三维数据的准确和有效。
7.3D打印有哪些需要注意的
一、工程塑料尼龙玻纤材料说明:尼龙玻纤外观是一种白色的粉末。
比起普通塑料,其拉伸强度、弯曲强度有所增强,热变形温度以及材料的模量有所提高,材料的收缩率减小了,但材料表面变粗糙,冲击强度降低。 材料应用:汽车、家电、电子消费品材料颜色:白色材料热变形温度:110℃市场价位:22元-48元/千克3/25彩色石膏材料材料说明:材料本身基于石膏的,易碎,坚固,色彩清晰。
材料感觉起来很像岩石。我们将会按照您的需要使用不同的浸润方法,如低熔点蜡、Zbond 101、ZMax 90(强度依次递减)。
请注意全彩色3D打印模型易碎,请小心保管您的模型。基于在粉末介质上逐层打印的成型原理,3D打印成品在处理完毕后,表面可能出现细微的颗粒效果,在曲面表面可能出现细微的年轮状纹理。
材料应用:动漫,玩偶,建筑等材料颜色:全彩色材料热变形温度:200℃市场价位:35元-40元/25千克4/25耐用性尼龙材料材料说明:腈纶模型是由一种非常精细的白色粉粒做成。做成的样件强度高,同时具有一定的柔韧性,使其可以承受较小的冲击力,并在弯曲的状态下抵抗一些压力。
它的表面是有一种沙沙的、粉末的质感,也略微有些疏松。材料应用:汽车、家电、电子消费品材料颜色:白色材料热变形温度:110℃市场价位:20元-27元/千克。