锉削的要领和(锉削时应注意那些事项?)
1.锉削时应注意那些事项?
锉削操作注意事项:
1.锉削操作时,锉刀必须装柄使用,以免刺伤手心。
2.由于虎错钳口滓火处理过,不要锉到钳口上,以免磨钝锉刀和损坏钳口。
3.不要用手去摸锉面或工件,以防被锐棱刺伤等,同时防止手上油污沾上锉刀或工件表面,使锉刀打滑,造成事故。
4.锉下来的屑末要用毛刷清除,不要用嘴吹,以免屑末进入眼内。
5.锉面堵塞后,用钢丝刷顺着锉纹方向刷去屑末。
6.锉刀放置时,不要伸出工作台之外,以免碰落摔断或砸伤脚背。
扩展资料:
锉刀的种类和规格
锉刀按用途可分为普通锉、整形锉和特种锉三类,常用的是普通锉,它的规格一般以截面形状、锉刀长度、齿纹粗细来表示。
1.按截面形状可分为:平锉、方锉、圆锉、半圆锉、三角锉等五种。
2.按工作部分的长度可分为:100,150,200,250,300,350,400mm七种。
3.按齿纹可分为:单齿纹锉刀和双齿纹锉刀。
4.按齿纹粗细可分为:粗齿、中齿、细齿和油光锉等。
参考资料来源:百度百科-锉削
2.锉削的基本要领和注意事项有哪些?
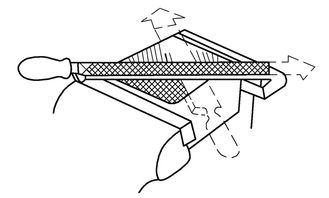
锉削时,工件夹在虎钳的高度,以臂肘置于钳口上平面而手指 刚好触及自己的下颚为宜,如高度不适,可调整垫脚的脚踏板。
粗加工时用粗锉和半细锉,精加工时用细锉、最细锉或什锦 锉。加工软金属时就用粗齿锉。
锉刀的截面形状要符合被加工零件 的外形需要。推送锉刀用力要均匀、平稳,不得摇摆。
向前推时要用力下 压,向后拉时则不加压。为了避免加工表现凹凸不平,锉刀的锉削方向应更迭交叉,并随时用平尺放在加工表面上对光检查。
如需锉两个互相垂直的或相互平行的平面,首先要锉好一个平面,再锉削另一个平面,并随时以角度尺及千分尺检查它们的角度或平行度。锉削薄的工件时,可将工件钉在一块木板上,使它在锉削时不致移动。
3.锉削时应注意遵守哪些规则
锉削是用锉刀对工件表面进行切削加工的操作。
它可以加工平面、型孔、曲面、沟槽及各种形状复杂的表面。其加工表面粗糙度Ra值可达1.6~0.8μm,是钳工最基本的操作。
锉刀是锉削所使用的刀具,它由碳素工具钢制成,并经过淬火处理。锉削时应注意下述作业规范:1、锉削操作时,锉刀必须装柄使用,以免刺伤手心。
2、由于虎钳钳口淬火处理过,不要锉到钳口上,以免磨钝锉刀和损坏钳口;3、不要用手去摸锉刀面或工件以防锐棱刺伤等,同时防止手上油污沾上锉刀或工件表面使锉刀打滑,造成事故;4、锉下来的屑末要用毛刷清除,不要用嘴吹,以免屑末进入眼内;5、锉面堵塞后,用钢丝刷顺着锉纹方向刷去屑末;6、锉刀放置时,不要伸出工作台之外,以免碰落摔断或砸伤脚背。
4.锉削时应注意遵守哪些规则
锉削是用锉刀对工件表面进行切削加工的操作。它可以加工平面、型孔、曲面、沟槽及各种形状复杂的表面。其加工表面粗糙度Ra值可达1.6~0.8μm,是钳工最基本的操作。
锉刀是锉削所使用的刀具,它由碳素工具钢制成,并经过淬火处理。
锉削时应注意下述作业规范:
1、锉削操作时,锉刀必须装柄使用,以免刺伤手心。
2、由于虎钳钳口淬火处理过,不要锉到钳口上,以免磨钝锉刀和损坏钳口;
3、不要用手去摸锉刀面或工件以防锐棱刺伤等,同时防止手上油污沾上锉刀或工件表面使锉刀打滑,造成事故;
4、锉下来的屑末要用毛刷清除,不要用嘴吹,以免屑末进入眼内;
5、锉面堵塞后,用钢丝刷顺着锉纹方向刷去屑末;
6、锉刀放置时,不要伸出工作台之外,以免碰落摔断或砸伤脚背。
5.挫削的注意事项
锉削注意事项
1.锉刀必须装柄使用
2.不准用嘴吹锉屑,也不要用手清除锉屑.当锉刀堵塞后,应用钢丝刷顺着锉纹方向刷去锉屑;
3.对铸件上的硬皮或粘砂,锻件上的飞边或毛刺等,应先用砂轮磨去,然后锉屑;
4.锉屑时不准用手摸锉过的表面,因手有油污,再锉时打滑;
5.锉刀不能作橇棒或敲击工件,防止锉刀折断伤人;
6.放置锉刀时,不要使其露出工作台面,以防锉刀跌落伤脚;也不能把锉刀与锉刀叠放或锉 刀与量具叠放.
6.机械加工常识中锉削有哪些注意事项呢
锉削操作注意事项: (1)夹持工件时伸出钳口的高度不可过高;对形状不规则工 件要加木块或V形铁作衬垫;对精细工件和已加工过的表面, 一定要在钳口上垫铜片或铝片装夹;对较长的薄板料工件要加夹 板夹持。
(2)铸件、锻件上的硬皮或粘砂,应錾去或用砂轮磨去,然 后再锉削。 (3)不要用锉刀锉硬金属件、白口铸铁件和已淬火钢件。
(4)不要用手摸工件表面,以免再锉时打滑。 (5)锉刀面堵塞时及锉削完毕后,用钢丝刷顺着锉纹方向刷 去切屑。
(6)锉刀放置时,不要伸出工作台台面以外,以免碰落摔断 或砸伤脚面;不允许将两把锉刀叠合和摩擦,以免损坏锉齿。