关于测量内孔的方法(内测百分表怎样测量内孔直径)
1.内测百分表怎样测量内孔直径
测量内孔直径方法:
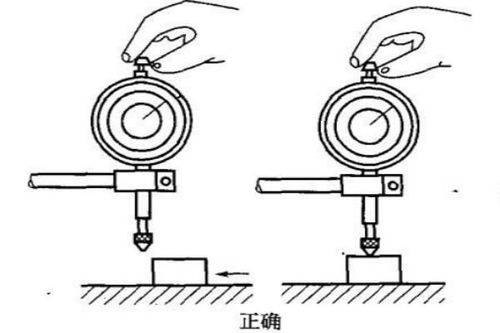
把测头放入被测孔内后,摆动几次手柄,观察指针所指定的位置。然后进行读数,先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值。
测量时应当使测量杆有一定的初始测量压力。即在测头与工件表面接触时,测量杆应有0.3~1mm的压缩量,使指针转过半圈左右,然后转动表圈,使表盘的零位刻线对准指针。
轻轻地拉动手提测量杆的圆头,拉起和放松几次,检 查指针所指零位有无改变。当指针零位稳定后,再开始测量或校正工件的工作。
扩展资料:
测量注意事项:
1、测量时必须注意温度的影响, 在测量过程中避免测量过程时间过长和用手大面积接触百分表。
2、由于百分表没有测力装置,要掌握好测力的大小。要刚好接触到被测表面,避免旋转力过大损坏百分表或造成很大误差。
3、用百分表测量孔径时,被测表面必须擦拭干净同时每一截面至少要在相互垂直的两个方向上进行,深孔要适当增加截面数量。
4、为了提高测量精度,应考虑百分表修正量的使用。
5、正确读数,要正视量具读数装置,不能斜视。
6、避免高温和阳光直接辐射,经常维护,应防磁、防锈、非计量人员严禁拆卸或调整量具。
7、测量完成后,百分表应垫平放置或垂直吊挂。不可斜靠或两端搁置中间悬空。工作完毕用汽油擦干净放入盒中。
参考资料来源:百度百科-百分表
2.内径的测量方法
1)内径千分尺在测量及其使用时,必需用尺寸最大的接杆与其测微头连接,依次顺接到测量触头,以减少连接后的轴线弯曲。
2)测量时应看测微头固定和松开时的变化量。
3)在日常生产中,用内径尺测量孔时,将其测量触头测量面支撑在被测表面上,调整微分筒,使微分筒一侧的测量面在孔的径向截面内摆动,找出最小尺寸。然后拧紧固定螺钉取出并读数,也有不拧紧螺钉直接读数的。这样就存在着姿态测量问题。姿态测量:即测量时与使用时的一致性。例如:测量75~600/0.01mm的内径尺时,接长杆与测微头连接后尺寸大于125mm时。其拧紧与不拧紧固定螺钉时读数值相差0.008mm既为姿态测量误差。
4)内径千分尺测量时支承位置要正确。接长后的大尺寸内径尺重力变形,涉及到直线度、平行度、垂直度等形位误差。其刚度的大小,具体可反映在“自然挠度”上。理论和实验结果表明由工件截面形状所决定的刚度对支承后的重力变形影响很大。如不同截面形状的内径尺其长度L虽相同,当支承在(2/9)L处时,都能使内径尺的实测值误差符合要求。但支承点稍有不同,其直线度变化值就较大。所以在国家标准中将支承位置移到最大支承距离位置时的直线度变化值称为“自然挠度”。为保证刚性,在我国国家标准中规定了内径尺的支承点要在(2/9)L处和在离端面200mm处,即测量时变化量最小。并将内径尺每转90°检测一次,其示值误差均不应超过要求。
3.常用的内孔加工方法有哪几种
常用的内孔加工方法有螺旋插补铣削、圆周插补铣削、插铣或Z轴铣削。其特点为:
螺旋插补铣削:用铣刀斜向铣入工件毛坯或已加工出的预孔。然后在X/Y向圆周运动的同时沿Z轴螺旋向下铣削,以实现扩孔加工。
圆周插补铣削:铣刀围绕已加工预孔的外径或内径以全齿深进行走刀铣削,以实现扩孔加工。
插铣或Z轴铣削:通过沿着工件的肩壁逐次进行插切,在粗铣出凹腔的同时加工(钻削)出一个新的孔。
扩展资料:
在机械零件中,带孔零件一般要占零件总数的50%~80%。孔的种类也是多种多样的,有圆柱形孔圆锥形孔、螺纹形孔和成形孔等。
内孔加工的技术要求
在孔加工过程中,应避免出现孔径扩大孔直线度过大、工件表面粗糙度差及钻头过快磨损等问题,以防影响钻孔质量和增大加工成本。应保证以下的技术要求:
(1)尺寸精度:孔的直径和深度尺寸的精度;
(2 )形状精度:孔的圆度、圆柱度及轴线的直线度;
(3)位置精度:孔与孔轴线或孔与外圆轴线的同轴度;孔与孔或孔与其他表面之间的平行度垂直度等。
参考资料来源:百度百科-孔加工
4.测试孔径分布的方法有哪些,每种方法各有什么优缺点
测试孔径分布的方法主要有压汞法和BET法。
压汞法(Mercury intrusion porosimetry 简称MIP),又称汞孔隙率法。是测定部分中孔和 大孔 孔径分布的方法。基本原理是,汞对一般固体不润湿,欲使汞进入孔需施加外压,外压越大,汞能进入的孔半径越小。测量不同外压下进入孔中汞的量即可知相应孔大小的孔体积。目前所用压汞仪使用压力最大约200MPa,可测孔范围:0.0064 -950um(孔直径)。
BET法是BET比表面积检测法的简称,该方法由于是依据著名的BET理论为基础而得名。从经典统计理论推导出的多分子层吸附公式BET方程,是颗粒表面吸附科学的理论基础,并被广泛应用于颗粒表面吸附性能研究及相关检测仪器的数据处理中。根据吸附表面积的分布,也可以计算出孔径分布。
5.内径千分尺怎么测量内孔
资源网
内径千分尺的结构规格、使用方法及校正
思诚资源网 2015年06月02日
内径千分尺概述及规格
内径千分尺是用来测量零件的孔径、沟槽等的内尺寸,以判定与其公称尺寸的偏差数。它的规格有50一300mm、50一550mm等。
1.内径千分尺的构造及使用方法
1)构造及刻线原理
内径干分尺由测量杆、活动套管、内部带有螺纹外部刻有基线的固定套管、制动螺钉和测显头等组成,如图5—13(a)所示。
内径干分尺的刻度原理与外径千分尺相同。它的基本测量头的最大测量限度为50一75mm。为了增加测量范围.可在内径千分尺上旋入加长杆,如图5—13(b)所示。成套的内径千分尺附有一套加长杆,根据测量范围进行选用,在加长杆上刻有测量范围的数字。为测量精确起见,内径干分尺的两端与机件接触的部位都带有弧形。
2)内径千分尺的使用方法
内径千分尺的使用方法如图5—14所示。使用前先用卡钳或直尺量出被测零件的大概尺寸,再选用合适的内径千分尺。使用时,用左手将固定套管与被测零件孔壁相接触,右手转动活动套管,使其测量头与孔壁接触后,再将制动螺钉拧紧,读测量尺寸。
使用内径干分尺时,要注意把千分尺拿平。在转动活动套管时,要一边转动一边在水平位置左右稍微摆动,以便量取最大直径。