维修三板模具(模具维修)
1.模具维修
确实是,学校里可没有维修模具这一科,因为摸具出毛病都不同的,各种各样的情况都会出现,只有在实际工作中根据问题在作具体分析及解决,且每个公司的要求都不一样。
当然毛病出得最多的是“批锋”,即毛刺。光这个问题维修起来也有多种方法,当然具体方法也得根据摸具及其出现的部位和轻重,也还有是产品的要求而定。
一般是烧氩弧焊,这是最好的方法了,从维护模具的角度上来讲。如果产品比较粗糙及毛刺较轻微,当可用铲法,即是将凹陷部位铲高它,具体操作很难用文字表达。
总之多向有经验的师付学习,另外有些问题同注塑也有关,只要注塑师付调较好注塑机问题是可解决的,这就要靠你平时积累的经验了,急不得。

2.模具的维护保养方法有哪些?
5:压料零件如压料板、优力胶等,卸料零件如脱料板、气动顶料等。
保养时检查各部位的配件关系及有无损坏,对损坏的部分进行修复,气动顶料检查有无漏气现象,并对具体的情况采取措施。如气管损坏进行更换。
要对模具几个重要零部件进行重点跟踪检测:顶出、导向部件的作用是确保模具开合运动及塑件顶出,若其中任何部位因损伤而卡住,将导致停产,故应经常保持模具顶针、导柱的润滑(要选用最适合的润滑剂),并定期检查顶针、导柱等是否发生变形及表面损伤,一经发现,要及时更换;完成一个生产周期之后,要对模具工作表面、运动、导向部件涂覆专业的防锈油,尤应重视对带有齿轮、齿条模具轴承部位和弹簧模具的弹力强度的保护,以确保其始终处于最佳工作状态;随着生产时间持续,冷却道易沉积水垢、锈蚀、淤泥及水藻等,使冷却流道截面变小,冷却通道变窄,大大降低冷却液与模具之间的热交换率,增加企业生产成本,因此对流道的清理应引起重视;对于热流道模具而言,加热及控制系统的保养有利于防止生产故障的发生,故而尤为重要。 。
3.模具的维护方法有哪些?
1:模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。
模具使用企业要做详细记载、统计其使用、护理(润滑、清洗、防锈)及损坏情况,据此可发现哪些部件、组件已损坏,磨损程度大小,以提供发现和解决问题的信息资料,以及该模具的成型工艺参数、产品所用材料,以缩短模具的试车时间,提高生产效率。应在注塑机、模具正常运转情况下,测试模具各种性能,并将最后成型的塑件尺寸测量出来,通过这些信息可确定模具的现有状态,找出型腔、型芯、冷却系统以及分型面等的损坏所在,根据塑件提供的信息,即可判断模具的损坏状态以及维修措施。
2:弹簧等弹性零件在使用过程中弹簧最易损坏,通常出现断裂和变形现象。采取的办法就是更换,在更换过程中一定要注意弹簧的规格和型号,弹簧的规格和型号通过颜色、外径和长度三项来确认,只有在三项都相同的情况下才可以更换。
弹簧以进口的质量为佳。
4.注塑模具的维修事项有哪些
一、注塑模具简介
1.1、实用范围:
注塑模具实用于热塑性塑料如ABS、PP、PC、POM等,而热固性塑料如酚醛塑料, 环氧塑料等则采用橡胶模;
1.2、注塑模具分类:
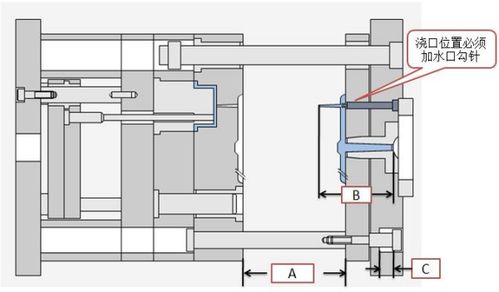
按结构:二板模、三板模 按水口:大水口、点水口、热水口
1.3、注塑模具结构
A、成型零部件:也就是我们通常所说的前、后模CORE,也是与产品联系最紧密的部位; B、浇注系统:熔融塑胶从喷嘴引向型腔的流道,可分为:主流道、分流道、浇口、冷料井等; C、导向系统:确定前、后模合模时的相对位置,一般有导柱、导套,必要的情况上,顶出部分也需导柱、导套定位; D、脱模结构:就是将胶件从模具中顶出的装置,常用的有:顶针、顶板、司筒等; E、温度调节系统:为满足注塑成形工艺对模具温度的要求,在前后模所加的冷却水道; F、侧向分型及侧向抽芯:当胶件存在倒扣即与脱模方向不一致的结构时就得使用行位,常见的形式:滑块、斜顶、抽芯等; G、排气结构:常见的排气形式有两种:排气槽、成形零部件间隙.为了在注塑过程中排除型腔中的空气和成型过程中产生的气体,常在分型面设置排气槽.设置排气槽的原则是,在不影响溢料及披锋时,应尽可能大的排气槽.而镶针、顶针、镶件则是利用成型零部件间隙排气.
5.注塑模具的维修事项有哪些
1、全在清理西诺模具各处金属肖和积垢,显现模具本色。
2、参照与模具一起送修的最后个压铸产品,仔细检查模具存在的问题。有无拉伤、粘模、压蹋、掉肉,有无小型芯弯曲或折断,有无活动型芯插入定位不准,有无断推杆或推杆长度发生变化,有无紧固螺栓松动等。
根据损坏情况,确定修理或更换3、对导致铸件轻微拉伤的型腔塌陷、裂纹、掉块等,可以局部焊补修理,焊补修理应严格按焊补工艺操作,否则将损失很多模具寿命。较小成型零件发生以上故障更加严重或模具损坏。
4、较大成型零件成型表面严重塌陷、裂纹、掉块等,可以局部焊补修理,焊补修理应严格按焊补工艺操作,否则将损失很多模具寿命。较小成型零件发生以上故障更加严重或模具损坏。
6.模具维修及保养方法
[叁]毛头过大 (1)刀口磨耗:重新研磨 (2)间隙过大:侧面大部分为擦光带,亮度较低,减小间隙。
(3)间隙太小:二次剪切面加大间隙。(4)对合切痕:改变接合à度或作段差或减小间隙。
(5)过於尖à:制品à度小於75度改变工程或间隙。 (6)材料过硬:更换材料或加大间隙。
(7)模具崩à:重新研磨。 (8)模贝不正:局部产生毛头或括伤。
重新校正或修改模具。 [四]咬模 (1)模具松动:冲或模的移动量超过单边间隙。
调整组合间隙。(2)冲模倾斜:冲或模的直à度不正,或模板间有异物,使模板无法平贴。
重新组立或研磨矫正。 (3)模板变形:模板硬度或厚度不ì,或受外力撞击变形。
更换新模板或是更正拆组工作法。 (4)模座变形:模座厚度不ì或受力不平均,导柱、导套直à度变异。
研磨矫正或重灌塑胶钢或更换模座或使受力平均。 (5)冲模干涉:冲或模尺寸,位置是否正确,上下模定位有无偏差,组立后是否会松动,冲床精度不ì,架模不正。
(6)冲剪偏斜:冲头强度不ì,大小冲头太近,侧向力未平衡,冲半斜。加强剥斜板引导保护作用或冲头加大、小冲头磨短lt增加踵跟长提早支撑引导,注意送料长度。
[五]尺寸变异 (1)刀口磨耗:毛头太大或尺寸变大(切外形);变小(冲孔);平面度不好。重新研磨或更换冲模。
(2)没有引导:引导销或其他定位装置没有作用,送料机没有放松或引导销径不ì,无法矫正引导。定位块磨损,送距过长。
(3)冲模太短:弯à度变大,倒à不ì,成形不完全。 (4)逃孔不ì:受挤压或括伤或变形。
清理逃孔或加大逃孔和深度。 (5)顶出不ì:送料不顺、料条弯曲、脱料不佳、上模拉料、加长顶出。
(6)顶出不当:顶料销配制不当,弹簧力不适当或顶出过长。调整弹力或改变位置或销数量;销磨短配合。
(7)导料不佳:导料板长度不ì或导料间隙太大,或模和放料机偏斜或模与送料机距太长。 (8 )下料变形:部份弯曲件不能容许料重叠,须每次落下,或碟形应变可用压力垫或剪斜à克服。
(9)弯曲变形:上弯弯处挤料;近接孔受拉力变形,受力不均弯à倾斜冲头不够长。 (10)冲剪变形:材料扭曲不平,尺寸增大或偏心不对称。
(11)撞击变形:制品吹出气压太强或重力落下撞击变形。 (12)浮屑挤压:废料上浮或细屑留在模面或异物等挤压变异。
(13)材料不当:料宽或板厚,材质或材料硬度不适当,也会产生不良。 (14)设计不佳:工程安排不好,间隙设定不良,除非变更设计,否则难以克服。
[六]模具损坏 (1)热处埋:淬火温度过高或不ì,回火次数温度时间不适当,淬火方式时间没把握住;在使用一段时间后问题才出现。 (2)冲压叠料:料片重叠仍继续冲压,通常为剥料板破裂。
(3)废料阻塞:落料孔未钻或尺寸不符或落在床台未及时清理,以冲头和下模板损坏较多。 (4)冲头掉落:末充份固定或悬吊,或螺丝太细强度不ì,或冲头折断。
(5)逃孔不ì:冲头压板逃孔尺寸或深度不够,冲头和剥料板逃部不ì通常为剥料板损坏。 (6)异物进入:制品吹出弹回,模零件崩损掉落,螺丝突出模面或其他物品进入模内,都可能损坏下模、剥料板或冲头,导柱。
(7)组立错误:错装零件位置、方向而损坏。 (8)弹簧因素:弹簧力不ì或断裂或等高套不等高使剥料板倾斜,或弹簧配制不常,造成重叠冲打损坏零件。
(9)冲压不当:工作高度调整过低,导柱失油,料条误送或冲半料,周边设备如送、放、收料机损坏,空气管未装或未开,冲床异常等,所造成的损坏。 (10)维修不当:该换而未换或螺丝未锁紧或未按原状复原而造成上述各点发生 模具的保养 1、模具长时间使用后须磨刃口,磨时进刀不能太重,须加冷却水,以防刃口表面退火,应缓慢轻磨,磨清刃口即可。
2、模具磨后,刃口面要进行退磁,不能带有磁性,否则易发生叠片。 3、磨后要把刃口腔内的铁粉清洗干净。
4、检查紧固件、定位件、标准件的松紧情况,然后加油待用。