jit(吉他)
1.吉他基础知识
我建议如果是初学者的话最好不要急着去弹大曲子,最好先打好基本功. 一个十分重要的事情就是开手,用右手在左手的每两个手指间用力向两边分,这个是弹琴之前一个必要的工作. 说到学习吉他,首先是左右手的配合,可以从爬格子开始,不要图快,可以从慢速开始,但是要开着节拍器,速度不是最重要的,最重要的是左右手的配合和节拍的准确还有弹琴身体和手的姿势一定要正确,如果一开始没有养成良好的习惯,等将来再改,是非常非常困难的.之后就可以练习一下手指的独立性,这个是很重要的,练起来也比较辛苦.但是一定要记住,当手指累了,就马上停下来,不要继续练下去,避免肌肉拉伤.还有,有时候当一个练习片段练了很久还是没有攻下,可以先放一放,练习一下其他的,再回来练这个片段,相信会轻松很多. 之后建议去练小林克己的教材,这本教材回避了目前吉他学习的只注重速度的误区,而加强了技巧方面的训练.在学习这本教材的同时,如果是乐理基础不太好的朋友,可以仔细理解这本书中提到的一些乐理知识,不过这是远远不够的,最好还要专门的学习乐理知识,但是这个是强求不来的,不用着急,理解为先,如果只是记是没有用处的,要结合音乐去理解它,它才能为你所用.等小林克己初级学完,就可以去试着弹一些难度适合曲目了. 在学小林克己中级的时候,就要同时注重了解一下吉他,音箱和效果器方面的知识了,因为要成为一个出色的吉他手,光弹的好是没有用的,每一个伟大的吉他手,都拥有属于自己的,特色鲜明的音色.对于一个电吉他乐手,你的技术不仅仅体现在弹的好不好,同样体现在你对音色的理解和掌握,同时作为一个现实而实惠的问题,如何用中低端设备来获得十分优秀的音色也是对一个出色吉他手的考验. 这时候你对吉他,效果器和音箱有了一定的了解,你可以考虑存一些钱去换一些理想的设备,在这时候你已经会弹不少东西了,琴技会暂时停滞不前,因为基本的技巧都已经掌握,而会弹的东西变多会占据你的大量学习新东西的时间,因此兴趣可能会有些挫伤,一套好的设备会在这个时候适时的刺激你对吉他的兴趣和学习的动力,而且可以让你的技术更彻底的表现出来. 这段时间还有一件重要的事情就是抓紧时间去组一个乐队,一开始组乐队不要对乐队要求太高,这只是锻炼你和其他乐手之间的配合,也能帮助你找到自己的位置.相信跟乐队排练过几次以后,你应该对音色方面有新的认识,也应该了解平时自己在家弹琴和与乐队和练是根本不同的两个概念,有时候你做的一个音色自己在家弹琴的时候感觉非常好,可是和乐队合奏的时候就变得非常糟糕,因为我们在和乐队合奏的时候,音量远比自己在家弹琴开的大的多,音色听起来也大不一样.而且有BASS和鼓,还有节奏吉他主唱的声音,混在一起,声音很有可能被其他人"淹"掉,这时候就要考虑对EQ做出新的调整,EQ的调节也是需要着重学习的,但这个要靠平时的琢磨,强求不来的.通常我们在家弹琴的时候,习惯把低频开的稍微高一些,这样音色听起来比较细腻,稳重,但是在和乐队合奏的时候,因为有BASS和节奏吉他,所以应该把中频和高频开的稍高,低频可以适当降低,以保证你的SOLO听起来是那么突出.而排练和演出又不一样,演出的时候因为有观众,人群会吸收一部分低频,所以低频又要比平时开的高一些.这些都是对一个乐手经验的累积,对于一个乐手来说,经验是非常非常宝贵的财富,当你拥有丰富的经验,会让你在众多吉他手中脱颖而出,更会影响你的舞台气质.要弹好琴,必须要多听,不但数量要多,而且种类也要多.最好不要形成偏口,一味地听一种类型的音乐,那样会让你的素材变的匮乏,音乐也变得单调.甚至不用一味地听与吉他有关的音乐,不管是什么类型的音乐,也不管是用什么来演奏的,都要广泛的吸收.还有就是最好了解一下吉他方面的知识,我推荐你订<>这本杂志,它真的很好,也很全面.里面不但能告诉你世界范围的吉他手目前都在干什么,更能介绍一些经典的吉他英雄,对设备方面的理解相信也能很大程度上的提高,里面的练习也不错.等你学完小林克己的中级,你已经可以算一个合格的业余乐手了,这时候你可以去收集一些老版的小林克己教材,后面的附录有一些经典的曲目,而且有高级篇,后面的学习就要看个人的努力程度和悟性了,其实说到悟性,并不全是天生就有的,是通过对基础的训练和平时大量地听音乐锻炼出来的. 还有,虽然现在找吉他谱非常容易,有GTP这样方便的软件,但是我仍然建议你自己去扒带,因为那样对你的乐感和对吉他的了解是非常有益的,如果要看谱的话最好尝试去看五线谱,一开始如果有困难,可以对照吉他6线谱来看,但是一定要逐渐脱离6线谱,千万不要依赖它.小林克己的教材是不太注重速度的,如果练完小林克己的教材,感到速度实在力不从心,我个人建议可以去稍微练一下乔伊的教材.但是一定要注意不要一味地注重速度,当你循序渐进地不断练习,速度是迟早会有的. 现在,你可以试着做一些创作了,现在有电脑,是非常方便的,但是一定要注意,作为一个乐手,。

2.吉他基础知识
琴弦、品位辨识:吉他有六根琴弦,从细到粗依次为第一、二、三、四、五、六弦。
正常拿好琴之后,最上面是六弦,最下面是一弦。六根琴弦的标准定弦音从六弦到一弦依次为mi、la、re、sol、xi、mi(E、A、D、G、B、E)。
横在指板上的金属小棍叫做“品丝”,两根品丝之间的部分称作“品”。从临近弦枕处数起依次为第1、2、3、4……品;一把古典吉他一般有18—22个品。
六线谱:六线谱是吉他专用谱。六根平行直线从上到下依次表示演奏者需要用右手弹奏第一、二、三、四、五、六弦。
写在直线上的阿拉伯数字表示左手在该弦应摁的品位,“0”为空弦,“X”表示左手摁好和弦后右手应该演奏哪根琴弦。 国际通用的吉他谱都是五线谱对照六线谱,五线谱表示音的高低、时值,六线谱只表示这些音在吉他指板上的位置。
3.吉他入门基础知识
古琴等乐器有自己的特殊记谱,具体到什么乐器再找相关的乐器的教程就成了。
乐理可以一边练一边慢慢学.所以。
然后就可以弹唱一些难度不高的歌了,你随便买本乐理的书看看就成.如吉他有六线谱。
再练和弦.有点分别是吉他.但要知道没有吉他的专用乐理的。练到能完整流利地弹出卡农的水平就很不错了,也就是俗称的爬格子.先练音阶,古筝。
最后就是练主音独奏首先学习五线谱
然后学习手法
然后开始练习吧 乐理是通用的所有的器乐演奏的,练左右手协调能力,很直观方便地描述具体的指法
4.JIT的四个基本原则
1、均衡化生产
JIT的基础之一是均衡化生产,即平均制造产品,使物流在各作业之间、生产线之间、工序之间、工厂之间平衡、均衡地流动。为达到均衡化,在JIT中采用月计划、日计划,并根据需求变化及时对计划进行调整。
2、采用对象专业化布局
JIT提倡采用对象专业化布局,用以减少排队时间、运输时间和准备时间,在工厂一级采用基于对象专业化布局,以使各批工件能在各操作间和工作间顺利流动,减少通过时间;在流水线和工作中心一级采用微观对象专业化布局和工作中心形布局,可以减少通过时间。
3、资源合理利用
JIT可以使生产资源合理利用,包括劳动力柔性和设备柔性。当市场需求波动时,要求劳动力资源也作相应调整。如需求量增加不大时,可通过适当调整具有多种技能操作者的操作来完成;当需求量降低时,可采用减少生产班次、解雇临时工、分配多余的操作工去参加维护和维修设备。这就是劳动力柔性的含义;而设备柔性是指在产品设计时就考虑加工问题,发展多功能设备。
4、全面质量管理
JIT强调全面质量管理,目标是消除不合格品,消除可能引起不合格品的根源,并设法解决问题,JIT中还包含许多有利于提高质量的因素,如批量小、零件很快移到下工序、质量问题可以及早发现等。
JIT准时化生产方式的基本思想、核心和目标:
JIT的基本思想是:
只在需要的时候、按需要的量,生产所需的产品,故又被称为准时制生产、适时生产方式。
JIT的核心是:
零库存和快速应对市场变化。
JIT的目标是:
彻底消除无效劳动和浪费。具体要达到以下目标:
(1)废品量最低(零不良)。JIT要求消除各种引起不合理的原因,在加工过程中每一工序都要求达到最好水平。
(2)库存量最低(零库存)。JIT认为,库存是生产系统设计不合理、生产过程不协调、生产操作不良的证明。
(3)准备时间最短(零切换)。准备时间长短与批量选择相联系,如果准备时间趋于零,准备成本也趋于零,就有可能采用极小批量。
(4)生产提前期最短(零停滞)。短的生产提前期与小批量相结合的系统,应变能力强,柔性好。
(5)减少零件搬运,搬运量低(零搬运)。零件送进搬运是非增值操作,如果能使零件和装配件运送量减小,搬运次数减少,可以节约装配时间,减少装配中可能出现的问题。
(6)机器损坏低(零故障)。运用全员设备管理使得设备的损坏达到最低,保持设备的高可动率。
(7)事故降低(零事故)。包含人员事故、设备事故、安全事故等。
JIT的目标简称为上面的7个零,7个零最终归结为零浪费。
JIT生产方式要做到用一半的人员和生产周期、一半的场地和产品开发时间、一半的投资和少得多的库存,生产出品质更高、品种更为丰富的产品。
JIT生产方式考虑的方法是将其看做一个理想的生产方式,不断地追求零库存,零库存可以无限接近,但永远也达不到。这样,就可以不断地降低库存,对所暴露出的一些问题进行改进。经过如此周而复始的优化,将库存降到最低水平,降低库存的手段是减少看板张数。
5.JIT的基本思想、目标体系、基本手段
一、JIT生产方式的基本思想是“只在需要的时候,按需要的量,生产所需的产品”,也就是追求一种无库存,或库存达到最小的生产系统。JIT的基本思想是生产的计划和控制及库存的管理。
二、目标体系是废品量最低(零废品)。JIT要求消除各种引起不合理的原因,在加工过程中每一工序都要求达到最好水平。
库存量最低(零库存),JIT认为,库存是生产系统设计不合理、生产过程不协调、生产操作不良的证明。
准备时间最短(零准备时间)。准备时间长短与批量选择相联系,如果准备时间趋于零,准备成本也趋于零,就有可能采用极小批量。
生产提前期最短。短的生产提前期与小批量相结合的系统,应变能力强,柔性好。
减少零件搬运,搬运量低。零件送进搬运是非增值操作,如果能使零件和装配件运送量减小,搬运次数减少,可以节约装配时间,减少装配中可能出现的问题。
机器损坏低。
批量小。
三、JIT的支持手段
1、适时适量生产
适时适量生产的方法如下:
(1)生产同步化
生产同步化,即工序间不设置仓库,前一工序的加工结束后,使半成品立即转到下一工序去,装配线与机械加工几乎平行进行。在铸造、锻造、冲压等必须成批生产的工序,则通过尽量缩短作业更换时间来尽量缩小生产批量。生产的同步化通过后工序领取这样的方法来实现。
(2)生产均衡化
生产均衡化是实现适时适量生产的前提条件。所谓生产的均衡化,是指总装配线在向前工序领取零部件时应均衡地使用各种零部件,生产各种产品。为此在制定生产计划时就必须全面考虑,然后将其体现在产品生产顺序计划之中。
2、弹性配置作业人数
根据生产量的变动,弹性地增减各生产线的作业人数,以及尽量用较少的人力完成较多的生产。
3、质量保证方法
在JIT生产方式中,通过将质量管理贯穿于每一工序之中来实现提高质量与降低成本的一致性,具体方法是自动化。自动化是指融入生产组织中的这样两种机制:
第一,使设备或生产线能够自动检测不良产品。
第二,生产第一线的设备操作工人发现产品或设备的问题时,有权自行停止生产的管理机制。
扩展资料
准时制运作的理念由来已久,20世纪20年代的福特汽车已经开始了这方面的运作。而关于准时制运作革新的高潮从20世纪70年代开始,日本的丰田公司和欧洲的施乐公司就是最早实施准时制运作的公司之一,其中日本丰田公司在这方面是久负盛名。
对于准时制运作这一模式,人们通常冠以多种名称,如零库存、精益生产、丰田系统模式、连续流生产械等。
JIT生产方式在70年代末期从日本引入我国,长春第一汽车制造厂最先开始应用看板系统控制生产现场作业。到了1982年,第一汽车制造厂采用看板取货的零件数,已达其生产零件总数的43%。
80年代初,中国企业管理协会组织推广现代管理方法,看板管理被视为现代管理方法之一,在全国范围内宣传推广,并为许多企业采用。
近年来,在我国的汽车工业;电子工业、制造业等实行流水线生产的企业中应用JIT,获得了明显效果,例如第一汽车制造厂、第二汽车制造厂、上海大众汽车有限公司等企业,结合厂情创造性地应用JIT,取得了丰富的经验,创造了良好的经济效益。
参考资料来源:搜狗百科—准时制
6.简述准时制生产的基本原理和实现方法
从原材料到最终产品涉及到很多的半成品环节,准时制就是要让生产计划精确,减少流转过程中不必要的成本,使产品成本无限接近于理论成本。从而增加企业的市场竞争力。
1、明确质量意识“制作次品比不做事更坏”。
A、最重要是从预防开始,在做生产板时,就要为车间生产过程中做到品质保证而进行生产技术改善。
B、当发现三件不良品时,管理人员只有唯一能做的就是停止生产并找出问题的原因,直到彻底解决。
2、无论做什么改善,产品质量最终由操作工人撑握。
3、建立团体精神,加强合作性。“我所做的产品,是否令下工序工有操作更简便。”“我传递到下工序的摆放是否能令下工序工人提取更方便?且能减少下工序工人出错?”当上工序及下工序出现超手持量或缺货手持量为零时我如何帮助他们?”团体精神不仅指生产线的各员工,同时对于跟单部、生产部、物料部、裁床部、维修部等各个部门都需发扬精神,才能推行JIT生产管理系统。
4、每位员工都应参与改善工作,包括[操作改善]、[作业流程改善]、[设备改善]等。
5、养成整洁习惯,保持个人卫生,保持工场清洁,包括每次上班抹净自己所用的设备,不随便丢垃圾(布碎、线头、废品等)
6、用完的工具、物品按指定方式放回原位。[2]
7.什么是JIT
准时制(JIT) JIT的核心思想: 可概括为“在需要的时候,按需要的量生产所需的产品”,也就是通过生产的计划和控制及库存的管理,追求一种无库存,或库存达到最小的生产系统 准时生产方式(Just In Time简称JIT),是日本丰田汽车公司在20世纪60年代实行的一种生产方式,1973年以后,这种方式对丰田公司渡过第一次能源危机起到了突出的作用,后引起其它国家生产企业的重视,并逐渐在欧洲和美国的日资企业及当地企业中推行开来,现在这一方式与源自日本的其它生产、流通方式一起被西方企业称为“日本化模式”,其中,日本生产、流通企业的物流模式对欧美的物流产生了重要影响,近年来,JIT不仅作为一种生产方式,也作为一种通用管理模式在物流、电子商务等领域得到推行。
在20世纪后半期,整个汽车市场进入了一个市场需求多样化的新阶段,而且对质量的要求也越来越高,随之给制造业提出的新课题即是,如何有效地组织多品种小批量生产,否则的话,生产过剩所引起的只是设备、人员、非必须费用等一系列的浪费,从而影响到企业的竞争能力以至生存。 在这种历史背景下,1953年,日本丰田公司的副总裁大野耐一综合了单件生产和批量生产的特点和优点,创造了一种在多品种小批量混合生产条件下高质量、低消耗的生产方式即准时生产。
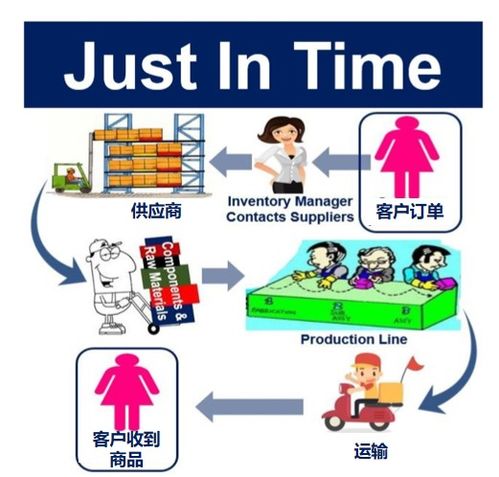
JIT指的是,将必要的零件以必要的数量在必要的时间送到生产线,并且只将所需要的零件、只以所需要的数量、只在正好需要的时间送到生产。 这是为适应20世纪60年代消费需要变得多样化、个性化而建立的一种生产体系及为此生产体系服务的物流体系。
JIT核心思想 在JIT生产方式倡导以前,世界汽车生产企业包括丰田公司均采取福特式的“总动员生产方式”,即一半时间人员和设备、流水线等待零件,另一半时间等零件一运到,全体人员总动员,紧急生产产品。 这种方式造成了生产过程中的物流不合理现象,尤以库存积压和短缺为特征,生产线或者不开机,或者开机后就大量生产,这种模式导致了严重的资源浪费。
丰田公司的JIT采取的是多品种少批量、短周期的生产方式,实现了消除库存,优化生产物流,减少浪费的目的。 准时生产方式基本思想可概括为“在需要的时候,按需要的量生产所需的产品”,也就是通过生产的计划和控制及库存的管理,追求一种无库存,或库存达到最小的生产系统。
准时生产方式的核心是追求一种无库存的生产系统,或使库存达到最小的生产系统。为此而开发了包括“看板””在内的一系列具体方法,并逐渐形成了一套独具特色的生产经营体系。
JIT生产方式以准时生产为出发点,首先暴露出生产过量和其他方面的浪费,然后对设备、人员等进行淘汰、调整,达到降低成本、简化计划和提高控制的目的。 在生产现场控制技术方面,JIT的基本原则是在正确的时间,生产正确数量的零件或产品,即时生产。
它将传统生产过程中前道工序向后道工序送货,改为后道工序根据“看板”向前道工序取货,看板系统是JIT生产现场控制技术的核心,但JIT不仅仅是看板管理。 对生产制造的影响: 1.生产流程化 即按生产汽车所需的工序从最后一个工序开始往前推,确定前面一个工序的类别,并依次的恰当安排生产流程,根据流程与每个环节所需库存数量和时间先后来安排库存和组织物流。
尽量减少物资在生产现场的停滞与搬运,让物资在生产流程上毫无阻碍地流动。 “在需要的时候,按需要的量生产所需的产品”。
对于企业来说,各种产品的产量必须能够灵活地适应市场需要量的变比。众所周知,生产过剩会引起人员、设备、库存费用等一系列的浪费。
避免这些浪费的手段就是实施适时适量生产,只在市场需要的时候生产市场需要的产品。 为了实现适时适量生产,首先需要致力于生产的同步化。
即工序间不设置仓库,前一工序的加工结束后,使其立即转到下一工序去,装配线与机械加工几乎平行进行。在铸造、锻造、冲压等必须成批生产的工序,则通过尽量缩短作业更换时间来尽量缩小生产批量。
生产的同步化通过“后工序领取”这样的方法来实现。 “后工序只在需要的时间到前工序领取所需的加工品;前工序中按照被领取的数量和品种进行生产。”
这样,制造工序的最后一道即总装配线成为生产的出发点,生产计划只下达给总装配线,以装配为起点,在需要的时候,向前工序领取必要的加工品,而前工序提供该加工品后,为了补充生产被领走的量,必向再前道工序领取物料,这样把各个工序都连接起来,实现同步化生产。 这样的同步化生产还需通过采取相应的设备配置方法以及人员配置方法来实现。
即不能采取通常的按照车、铣、刨等工业专业化的组织形式,而按照产品加工顺序来布置设备。这样也带来人员配置上的不同作法:弹性配置作业人数。
降低劳动费用是降低成本的一个重要方面,达到这一目的的方法是“少人化”。 所谓少人化,是指根据生产量的变动,弹性地增减各生产线的作业人数,以及尽量用较少的人力完成较多的生产。
这里的关键在于能否将生产量减少了的生产线上的作业人员数减下来。具体方法是实施独特的设备布置,以便能够在需求减少时,将作。