装配工艺规程(装配工艺规程包括哪些内容)
1.装配工艺规程包括哪些内容
装配工艺规程概念: 装配工艺规程制定装配工艺规程的任务是根据产品图样、技术要求、验收标准和生产纲领、现有生产条件等原始资料,确定装配组织形式;划分装配单元和装配工序;拟定装配方法;包括计算时间定额,规定工序装配技术要求及质量检查方法和工具,确定装配过程中装配件的输送方法及所需设备和工具,提出专用夹具的设计任务书,编制装配工艺规程文件等。
制定步骤和内容1.确定装配组织形式根据产品的结构特点的生产纲领不同,装配组织形式可采用固定式和移动式。(1)固定式装配 是产品在固定工作地点进行装配。
产品的所有零、部件汇集在工作地附近。其特点是装配占地面积大,要求工人有较高的技术水平,装配周期长,装配效率低。
因此,固定式装配适用于单件小批生产。(2)移动式装配 是将产品或部件置于装配线上,从一个工作地移到另一个工作地,在每个工作地重复完成固定的工序,使用专用设备、夹具。
在装配线上实现流水作业,因而效率高。移动式装配分为自由式移动装配和强制式移动装配。
自由式移动装配是利用小车或托盘在辊道上自由移动。强制式移动又分为连续和间歇移动,是利用链式传送带进行的。
移动式装配只适用于大批大量生产。2.划分装配单元为了利于组织平行和流水装配作业,应根据产品的结构特征和装配工艺特点,将产品分解为可以独立进行装配的单元。
装配单元可以是零件、组件或部件,零件是组成产品的基本单元。
2.装配工艺的内容是什么?
装配工艺规程
概念: 装配工艺规程
制定装配工艺规程的任务是根据产品图样、技术要求、验收标准和生产纲领、现有生产条件等原始资料,确定装配组织形式;划分装配单元和装配工序;拟定装配方法;包括计算时间定额,规定工序装配技术要求及质量检查方法和工具,确定装配过程中装配件的输送方法及所需设备和工具,提出专用夹具的设计任务书,编制装配工艺规程文件等。
制定步骤和内容
1.确定装配组织形式
根据产品的结构特点的生产纲领不同,装配组织形式可采用固定式和移动式。
(1)固定式装配 是产品在固定工作地点进行装配。产品的所有零、部件汇集在工作地附近。其特点是装配占地面积大,要求工人有较高的技术水平,装配周期长,装配效率低。因此,固定式装配适用于单件小批生产。
(2)移动式装配 是将产品或部件置于装配线上,从一个工作地移到另一个工作地,在每个工作地重复完成固定的工序,使用专用设备、夹具。在装配线上实现流水作业,因而效率高。
移动式装配分为自由式移动装配和强制式移动装配。自由式移动装配是利用小车或托盘在辊道上自由移动。强制式移动又分为连续和间歇移动,是利用链式传送带进行的。移动式装配只适用于大批大量生产。
2.划分装配单元
为了利于组织平行和流水装配作业,应根据产品的结构特征和装配工艺特点,将产品分解为可以独立进行装配的单元。装配单元可以是零件、组件或部件,零件是组成产品的基本单元。
3.制定装配工艺规程的原则及原始资料是什么?
制订装配工艺的原则及原始资料是什么?
制定装配工艺规程的基本原则及原始资料
1制定装配工艺规程的原则
1)保证产品装配质量,力求提高质量,以延长产品的使用寿命
2)合理安排装配顺序和工序,尽量减少钳工手工劳动量,缩短装配周期,提高装
配效率。
3)尽量减少装配占地面积,提高单位面积的生产率。
4)要尽量减少装配工作所占的成本。
2制定装配工艺规程原始资料
在制定装配工艺规程前,需要具备以下原始资料:
1)产品的装配图及验收技术标准
2)产品的生产纲领
4.简述制定装配工艺规程的基本原则
制订装配工艺规程的基本原则:
将装配工艺过程用文件形式规定下来就是装配工艺规程。它是指导装配工作的技术文件,也是进行装配生产计划及技术准备的主要依据。
从广义上讲,机器及其部件、组件装配图,尺寸链分析图,各种装配夹具的应用图,检验方法图及其说明,零件机械加工技术要求一览表,各个“装配单元”及整台机器的运转、试验规程及其所用设备图,以至于装配周期表等,均属于装配工艺范围内的文件。
在制订机器装配工艺规程时,一般应着重考虑以下原则:
1)保证产品装配质量,并力求提高装配质量,以延长产品的使用寿命;
2)合理安排装配工序,尽量减少钳工装配工作量;
3)提高装配工作效率,缩短装配周期;
4)尽可能减少车间的作业面积,力争单位面积上具有最大生产率。
5.简述制定装配工艺规程的基本原则
制订装配工艺规程的基本原则:将装配工艺过程用文件形式规定下来就是装配工艺规程。
它是指导装配工作的技术文件,也是进行装配生产计划及技术准备的主要依据。从广义上讲,机器及其部件、组件装配图,尺寸链分析图,各种装配夹具的应用图,检验方法图及其说明,零件机械加工技术要求一览表,各个“装配单元”及整台机器的运转、试验规程及其所用设备图,以至于装配周期表等,均属于装配工艺范围内的文件。
在制订机器装配工艺规程时,一般应着重考虑以下原则:1)保证产品装配质量,并力求提高装配质量,以延长产品的使用寿命;2)合理安排装配工序,尽量减少钳工装配工作量;3)提高装配工作效率,缩短装配周期;4)尽可能减少车间的作业面积,力争单位面积上具有最大生产率。
6.装配工艺规程的制订大致有哪几个步骤
装配工艺规程
概念: 装配工艺规程
制定装配工艺规程的任务是根据产品图样、技术要求、验收标准和生产纲领、现有生产条件等原始资料,确定装配组织形式;划分装配单元和装配工序;拟定装配方法;包括计算时间定额,规定工序装配技术要求及质量检查方法和工具,确定装配过程中装配件的输送方法及所需设备和工具,提出专用夹具的设计任务书,编制装配工艺规程文件等。
制定步骤和内容
1.确定装配组织形式
根据产品的结构特点的生产纲领不同,装配组织形式可采用固定式和移动式。
(1)固定式装配 是产品在固定工作地点进行装配。产品的所有零、部件汇集在工作地附近。其特点是装配占地面积大,要求工人有较高的技术水平,装配周期长,装配效率低。因此,固定式装配适用于单件小批生产。
(2)移动式装配 是将产品或部件置于装配线上,从一个工作地移到另一个工作地,在每个工作地重复完成固定的工序,使用专用设备、夹具。在装配线上实现流水作业,因而效率高。
移动式装配分为自由式移动装配和强制式移动装配。自由式移动装配是利用小车或托盘在辊道上自由移动。强制式移动又分为连续和间歇移动,是利用链式传送带进行的。移动式装配只适用于大批大量生产。
2.划分装配单元
为了利于组织平行和流水装配作业,应根据产品的结构特征和装配工艺特点,将产品分解为可以独立进行装配的单元。装配单元可以是零件、组件或部件,零件是组成产品的基本单元。
7.什么是机械装配工艺规程
机械装配工艺规程
机械装配工艺规程是用文件形式规定的装配工艺过程。指定装配工艺规程的主要工作是依据产品图样、验收技术条件、年生产纲领和现有生产条件等原始资料,满足优质,高产、低消耗、低劳动强度和无污染等要求,最装配工艺过程进行划分和规定。
广义地讲,产品及其部件的机械装配工艺规程
机械装配工艺规程是用文件形式规定的装配工艺过程。指定装配工艺规程的主要工作是依据产品图样、验收技术条件、年生产纲领和现有生产条件等原始资料,满足优质,高产、低消耗、低劳动强度和无污染等要求,最装配工艺过程进行划分和规定。
广义地讲,产品及其部件的装配图,尺寸链分析图、各种装配工装的设计,应用图、检验方法图及其说明、零件装配时的补充加工技术要求、产品及部件的运转试验规范及所有设备图、以及装配周期图表等,均属于装配工艺规程范围内的文件。狭义上,装配工艺规程文件主要指装配单元系统图、装配工艺系统图,装配工艺过程卡片和装配工序卡片。
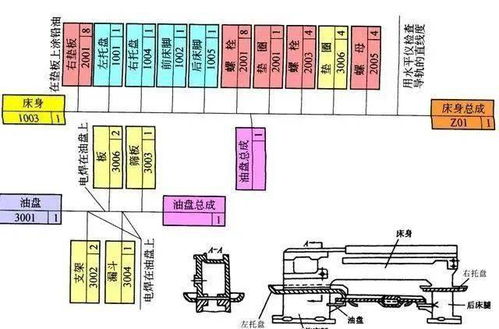
装配单元系统图(图57-9)直观地表示出产品的划分及其装配顺序。习惯上先绘出一条永横线,在横线的左端绘出代表基准件的长方格,右端绘出代表产品的长方格。图中每一零部件都用长方格表示,方格中可以注明装配单元的名称、数量和编号。将零件绘在横线上面,部件绘在横线下面。
在装配单元系统图上,加注必要的工艺说明,如焊接、配钻、攻螺纹、检测及在装品的移位、翻转等,则够成装配工艺系统图,见图57-10。
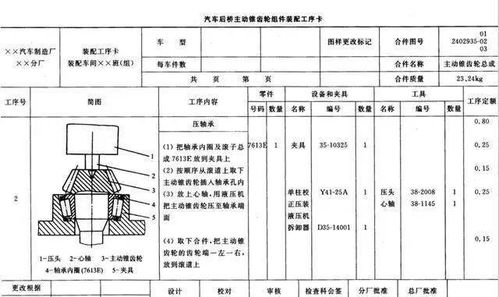
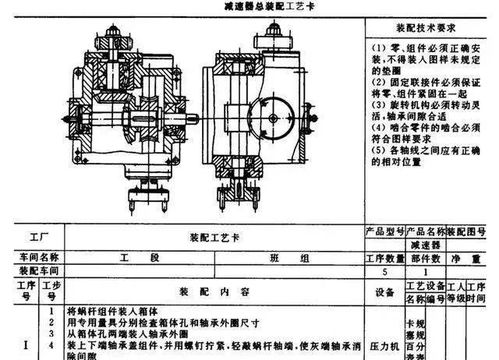
装配工艺过程卡片和装配工序卡片的基本格式可以参见JB/Z187.3—88《工艺规程及填写规则》。
在装配工艺过程卡片中,应简要说明工序号、工序名称、各工序的装配内容和主要技术要求,装配部门、使用的设备和工艺装备、辅助材料以及工时定额。装配工序卡片中,应填写工序号、工序名称、各工步的装配内容和主要技术要求、具体到工段的装配部门、装配简图或工艺系统图,各工步使用的设备和工艺装备、各工步辅助材料以及工时定额。
8.什么是机械装配工艺规程
机械装配工艺规程是用文件形式规定的装配工艺过程。
指定装配工艺规程的主要工作是依据产品图样、验收技术条件、年生产纲领和现有生产条件等原始资料,满足优质,高产、低消耗、低劳动强度和无污染等要求,最装配工艺过程进行划分和规定。 广义地讲,产品及其部件的装配图,尺寸链分析图、各种装配工装的设计,应用图、检验方法图及其说明、零件装配时的补充加工技术要求、产品及部件的运转试验规范及所有设备图、以及装配周期图表等,均属于装配工艺规程范围内的文件。
狭义上,装配工艺规程文件主要指装配单元系统图、装配工艺系统图,装配工艺过程卡片和装配工序卡片。