焊接教程(电焊的基础和技巧有哪些?)
1.电焊的基础和技巧有哪些?
做一名好焊工需要细心,稳重,眼疾手快,认真!多实习
多练习。
下面介绍一些相关知识给您:
1:氩弧焊电弧温度一般介于等离子电弧和手工电弧焊电弧之间,电弧温度为9000-10000K,等离子弧为16000-32000K,手工电弧为5000-6000K,熔化极氩弧焊电弧温度为10000-14000K,氧乙炔焰为3100-3200K
主要是焊接粉尘造成呼吸道感染、肺部感染;电焊弧光造成眼睛近视;噪音造成听力下降。
2:电焊是工件和焊条接电源的不同极(正极或负极),焊条与工件瞬间接触使空气电离产生电弧,电弧具有很高的温度,约5000-6000K,使工件表面熔化形成熔池,焊条金属熔化后涂敷在工件表面形成冶金结合
3:“氧炔焰”是指乙炔(乙炔俗称电石气,是用碳化钙跟水反应而产生的)在氧气中燃烧的火焰,其反应文字表达式为:乙炔 + 氧气 二氧化碳 + 水。在此反应中放出大量的热,使氧炔焰的温度可达3000℃以上,
钢铁接触到氧炔焰很快就会熔化。利用这一性质,生产上常用氧炔焰来焊接或切割金属,通常称作气焊和气割。 气焊;是利用氧炔焰的高温将两块金属熔接在一起,关键是要使高温下的金属不被空气中的氧气氧化,
为此,必须控制氧气的用量,可使乙炔燃烧不充分。这样,火焰中因含有乙炔不完全燃烧生成的一氧化碳和氢气而具有还原性。这种火焰使待焊接的金属件及焊条熔化时不致于被氧化而改变成分,焊缝也不致被氧化物沾……
4:水焊应该是特种条件下的一种焊接技术吧
5:氢氧焰的温度可高达2500~3000℃,就连熔点很高的石英(熔点在1715℃)也能在氢氧焰灼烧下熔融。因此,氢氧焰可以用来加工石英制品。
C2H2焰和HO焰的适用场合是不一样的,HO焰的O具有强氧化性,有些情况下为了防止金属在焊接时被氧化是不用HO焰的。相反,C2H2中-1价的C具有还原性,用C2H2焰不但可以焊接金属,还可以用C2H2做保护气,防止空气中的O氧化被焊接的金属
焊条:常用的有E43和E50系列
焊机:普通电焊机的工作原理和变压器相似,是一个降压变压器。在齿及线圈的两端是被焊接工件和焊条,引燃电弧,在电弧的高温中将工件的缝隙和焊条熔接。
电焊变压器有自身的特点,就是具有电压急剧下降的特性。在焊条引燃后电压下降;在焊条被粘连短路时,电压也是急剧下降。这种现象产生的原因,是电焊变压器的铁芯特性产生的。
电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯的进入多少,就分流磁路,进入越多,焊接电压越低。
工作原理图和变压器相似,在这里也画不出来。
成为好焊工的建议:
1。首先说焊接有一百多种焊接方式,主要有手工电焊(就是烧焊条的那种);有电阻碰焊;气保熔接焊(二氧化碳和氩弧焊等);火焰焊;超声波焊,摩擦焊等。
2比较常用的焊接技术是:氩弧焊,二氧化碳焊接和手工电焊。都需要经过正规的焊接培训后取得焊工证方可上岗操作。
3。因为有一定的技术性和技能要求,不同水平的焊工所焊接产品的效果和质量区别较大。真正高水平的焊工(国家一级)工资是很高的。一般水平的焊工在广东地区的最低收入在1500元左右,如果是记件工资可能会更高些。
4焊工在操作中需有很好的专业防护手段,如手套,面罩,皮鞋,围裙和衣裤眼镜等。所以不必担心有危险的。只要按照规程操作是很安全的。
焊工是门很好的技术,但要成为好焊工的确需要勤学苦练。
2.电焊的基础和技巧有哪些?拜托各位了 3Q
做一名好焊工需要细心,稳重,眼疾手快,认真!多实习 多练习。
下面介绍一些相关知识给您: 1:氩弧焊电弧温度一般介于等离子电弧和手工电弧焊电弧之间,电弧温度为9000-10000K,等离子弧为16000-32000K,手工电弧为5000-6000K,熔化极氩弧焊电弧温度为10000-14000K,氧乙炔焰为3100-3200K 主要是焊接粉尘造成呼吸道感染、肺部感染;电焊弧光造成眼睛近视;噪音造成听力下降。 2:电焊是工件和焊条接电源的不同极(正极或负极),焊条与工件瞬间接触使空气电离产生电弧,电弧具有很高的温度,约5000-6000K,使工件表面熔化形成熔池,焊条金属熔化后涂敷在工件表面形成冶金结合 3:“氧炔焰”是指乙炔(乙炔俗称电石气,是用碳化钙跟水反应而产生的)在氧气中燃烧的火焰,其反应文字表达式为:乙炔 + 氧气 二氧化碳 + 水。
在此反应中放出大量的热,使氧炔焰的温度可达3000℃以上, 钢铁接触到氧炔焰很快就会熔化。利用这一性质,生产上常用氧炔焰来焊接或切割金属,通常称作气焊和气割。
气焊;是利用氧炔焰的高温将两块金属熔接在一起,关键是要使高温下的金属不被空气中的氧气氧化, 为此,必须控制氧气的用量,可使乙炔燃烧不充分。这样,火焰中因含有乙炔不完全燃烧生成的一氧化碳和氢气而具有还原性。
这种火焰使待焊接的金属件及焊条熔化时不致于被氧化而改变成分,焊缝也不致被氧化物沾…… 4:水焊应该是特种条件下的一种焊接技术吧 5:氢氧焰的温度可高达2500~3000℃,就连熔点很高的石英(熔点在1715℃)也能在氢氧焰灼烧下熔融。因此,氢氧焰可以用来加工石英制品。
C2H2焰和HO焰的适用场合是不一样的,HO焰的O具有强氧化性,有些情况下为了防止金属在焊接时被氧化是不用HO焰的。相反,C2H2中-1价的C具有还原性,用C2H2焰不但可以焊接金属,还可以用C2H2做保护气,防止空气中的O氧化被焊接的金属 焊条:常用的有E43和E50系列 焊机:普通电焊机的工作原理和变压器相似,是一个降压变压器。
在齿及线圈的两端是被焊接工件和焊条,引燃电弧,在电弧的高温中将工件的缝隙和焊条熔接。 电焊变压器有自身的特点,就是具有电压急剧下降的特性。
在焊条引燃后电压下降;在焊条被粘连短路时,电压也是急剧下降。这种现象产生的原因,是电焊变压器的铁芯特性产生的。
电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯的进入多少,就分流磁路,进入越多,焊接电压越低。 工作原理图和变压器相似,在这里也画不出来。
成为好焊工的建议: 1。首先说焊接有一百多种焊接方式,主要有手工电焊(就是烧焊条的那种);有电阻碰焊;气保熔接焊(二氧化碳和氩弧焊等);火焰焊;超声波焊,摩擦焊等。
2比较常用的焊接技术是:氩弧焊,二氧化碳焊接和手工电焊。都需要经过正规的焊接培训后取得焊工证方可上岗操作。
3。因为有一定的技术性和技能要求,不同水平的焊工所焊接产品的效果和质量区别较大。
真正高水平的焊工(国家一级)工资是很高的。一般水平的焊工在广东地区的最低收入在1500元左右,如果是记件工资可能会更高些。
4焊工在操作中需有很好的专业防护手段,如手套,面罩,皮鞋,围裙和衣裤眼镜等。所以不必担心有危险的。
只要按照规程操作是很安全的。 焊工是门很好的技术,但要成为好焊工的确需要勤学苦练。
3.电焊的入门知识
我想学自学氩弧焊做不锈钢,有没有哪位仁兄能帮我并给我初级的教程?
首先对你表示鼓励。
我对工业制造和装修算是十分了解的,基本上是都做过相当长的时期。我认为,这个工种比操作数控机床要难,可以认为与演奏小提琴的技巧相当。与烧电焊条是不同的世界。
第一,钨针要经常磨尖锐,钝了电流不集中开花就完了。
第二,钨针与焊缝的距离近了就粘在一起,远了就弧光开花,一开花就烧黑,钨针快秃头,对自己的辐射也强。以近些为好。
第三,开关的控制是艺术,特别是薄板焊接,只能一下一下点,这不是自动移动和自动给丝的自动焊接机器,连续烧就穿。
第四,要给丝,这是有手感的,高级的焊丝,是用剪床将304板剪下来的,不买成捆的,当然,在批发点,可以找到好的。
第四,尽量用黄色或白色标记的钨针,这样对手艺的要求高,原因就不公开说了。
第五,国外是在通风条件下工作,配备皮革手套,服装,自动变光面罩,原因就不公开说了。
第六,要将焊枪的陶瓷头遮挡弧光,具体就是焊枪的尾部尽量朝向自己的脸部。
第七,你能对熔池的温度,大小,开关的动作有直觉和预感,就是高级技师了。
第八,这不是轻松的工作,能掌握到基本技巧就行了。
因为要出门,就到此为止。
4.普通电焊焊接技巧,立焊
弧形运条法引弧后将电弧从坡口的a点用U型运条法带至坡口的b点,此时将电弧稍稍上提,然后再作下按的动作,下按的目的是填满上提处的弧坑形成丰满的熔池。
完成以上焊接后再将电弧带向坡口的另一侧a点,再从a点将电弧带回到b点,依次循环,向上焊接。电弧上移法电弧上移法同弧形运条法一样,也属于横向摆动的运条方法。
只是在电弧走到坡口一侧时,做一个抬起的动作,电弧长度不变,依然为短弧上移,上移的高度大约焊条的直径。抬起的目的有两个:防止熔池温度上升过快、使焊缝形成良好。
如果熔池中心的铁水没有下坠现象,这时电弧抬起的高度可以再小些;反之,如果熔池的温度过高,就要相对延长电弧在坡口两侧停留的时间,这时电弧抬起的高度就需要大些。 以上仅为参考,方法有很多,主要还是看焊件的厚度、型材、角度来决定焊接方法。
5.焊接知识讲解
焊接技术就是高温或高压条件下,使用焊接材料【焊条或焊丝】将两块或两块以上的母材【待焊接的工件】连接成一个整体的操作方法。焊接技术主要应用在金属母材上,常用的有电弧焊,氩弧焊,CO2保护焊,氧气-乙炔焊,激光焊接,电渣压力焊等多种,塑料等非金属材料亦可进行焊接。
焊接(welding)
焊接是通过加热、加压,或两者并用,使同性或异性两工件产生原子间结合的加工工艺和联接方式。焊接应用广泛,既可用于金属,也可用于非金属。
焊接技术的发展历史 焊接技术是随着金属的应用而出现的,古代的焊接方法主要是铸焊、钎焊和锻焊。中国商朝制造的铁刃铜钺,就是铁与铜的铸焊件,其表面铜与铁的熔合线婉蜒曲折,接合良好。春秋战国时期曾侯乙墓中的建鼓铜座上有许多盘龙,是分段钎焊连接而成的。
焊接工艺
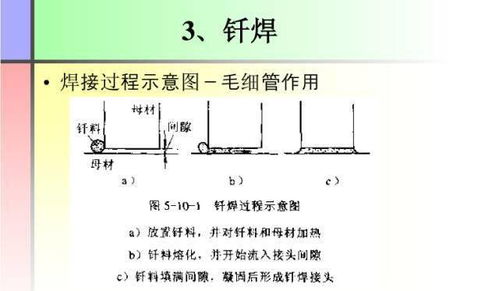
金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊三大类。
熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。
在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。
为了提高焊接质量,人们研究出了各种保护方法。例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得优质焊缝。
未来的焊接工艺,一方面要研制新的焊接方法、焊接设备和焊接材料,以进一步提高焊接质量和安全可靠性,如改进现有电弧、等离子弧、电子束、激光等焊接能源;运用电子技术和控制技术,改善电弧的工艺性能,研制可靠轻巧的电弧跟踪方法。
另一方面要提高焊接机械化和自动化水平,如焊机实现程序控制、数字控制;研制从准备工序、焊接到质量监控全部过程自动化的专用焊机;在自动焊接生产线上,推广、扩大数控的焊接机械手和焊接机器人,可以提高焊接生产水平,改善焊接卫生安全条件。
焊接作业中发生火灾、爆炸事故的原因
(1)焊接切割作业时,尤其是气体切割时,由于使用压缩空气或氧气流的喷射,使火星、熔珠和铁渣四处飞溅(较大的熔珠和铁渣能飞溅到距操作点5m以外的地方),当作业环境中存在易燃、易爆物品或气体时,就可能会发生火灾和爆炸事故。
(2)在高空焊接切割作业时,对火星所及的范围内的易燃易爆物品未清理干净,作业人员在工作过程中乱扔焊条头,作业结束后未认真检查是否留有火种。
(3)气焊、气割的工作过程中未按规定的要求放置乙炔发生器,工作前未按要求检查焊(割)炬、橡胶管路和乙炔发生器的安全装置。
(4)气瓶存在制定方面的不足,气瓶的保管充灌、运输、使用等方面存在不足,违反安全操作规程等。
内容摘要:作为一种工业技术,焊接的出现迎合了金属艺术发展对新工艺手段的需要。而在另一方面,金属在焊接热量作用下所产生的独特美妙的变化也满足了金属艺术对新的艺术表现语言的需求。在今天的金属艺术创作中,焊接可以而且正在被作为一种独特的艺术表现语言而着力加以表现。本文对这一技术的出现与运用进行了分析。
关键词:金属艺术 焊接
金属焊接艺术可以作为一种相对独立的艺术形式以分支的方式从传统的金属艺术中分离出来,这是因为: 首先,焊接具有艺术性。
焊接可以产生丰富的艺术创作的表现语言。焊接通常是在高温下进行的,而金属在高温下会产生许多美妙丰富的变化 :金属母材会发生颜色变化和热变形(即焊接热影响区) ;焊丝熔化后会形成一些漂亮的肌理 ;而焊接缺陷在焊接艺术中更是经常被应用。焊接缺陷是指焊接过程中,在焊接接头产生的不符合设计或工艺要求的缺陷。其表现形式主要有焊接裂纹、气孔、咬边、未焊透、未熔合、夹渣、焊瘤、塌陷、凹坑、烧穿、夹杂等。这是个十分有趣的现象 :焊接的艺术性通常体现在一些工业焊接的失败操作之中,或者说蕴藏于一些工业焊接极力避免的焊接缺陷之中。
其次,焊接艺术语言是独特的。
述种种焊接缺陷的表现形式以及焊接热影响区,是通过一定规范下的焊接操作形成的,也只有通过焊接的方式才会产生这些艺术语言。焊接艺术作品的表面效果是其它金属加工工艺无法或者很难实现的,因而说焊接艺术具有独特的艺术性。
6.焊接知识讲解
焊接知识问答: 一、焊工在焊接时应注意哪些事项? 1.防止飞溅金属造成灼伤和火灾。
2.防止电弧光辐射对人体的危害。 3.防止某些有害气体中毒。
4.在焊接压力容器时,要防止焊接发生爆炸。 5.高空作业时,要系安全带和戴安全帽。
6.注意避免发生触电事故。 二、在进行手工电弧焊接时在安全技术方面有哪些基本要求? l.电焊机的外壳和工作台,必须有良好的接地。
2.电焊机空载电压应在60~90V之间。 3.电焊设备应使用带电保险的电源刀闸,并应装在密闭箱内。
4.焊机使用前必须仔细检查其一、二次导线绝缘是否完整,接线是否绝缘良好。 5.当焊接设备与电源网路接通后,人体不应接触带电部分。
6.在室内或露天现场施焊时,必须在周围设挡光屏,以防弧光伤害工作人员的眼睛。 7.焊工必须配备合适滤光板的面罩、干燥的帆布工作服、手套、橡胶绝缘和清渣防护白光眼镜等安全用具。
8.焊接绝缘软线不得少于5m,施焊时软线不得搭在身上,地线不得踩在脚下。 9.严禁在起吊部件的过程中,边吊边焊。
10.施焊完毕后应及时拉开电源刀闸。 三、焊接作业的个人防护措施有哪些? 焊接作业的个人防护措施主要是对头、面、眼睛、耳、呼吸道、手、身躯等方面的人身防护。
主要有防尘、防毒、防噪声、防高温辐射、防放射性、防机械外伤和脏污等等。焊接作业除穿戴一般防护用品(如工作服、手套、眼镜、口罩等)外,针对特殊作业场合,还可以佩戴空气呼吸器(用于密闭容器和不易解决通风的特殊作业场所的焊接作业),防止烟尘危害。
对于剧毒场所紧急情况下的抢修焊接作业等,可佩戴隔绝式氧气呼吸器,防止急性职业中毒事故的发生。 为保护焊工眼睛不受弧光伤害,焊接时必须使用镶有特别防护镜片的面罩,并按照焊接电流的强度不同来选用不同型号的滤光镜片。
同时,也要考虑焊工视力情况和焊接作业环境的亮度。 为防止焊工皮肤受电弧的伤害,焊工宜穿浅色或白色帆布工作服。
同时,工作服袖口应扎紧,扣好领口,皮肤不外露。 对于焊接辅助工和焊接地点附近的其他工作人员受弧光伤害问题,工作时要注意相互配合,辅助工要戴颜色深浅适中的滤光镜。
在多人作业或交叉作业场所从事电焊作业,要采取保护措施,设防护遮板,以防止电孤光刺伤焊工及其他作业人员的眼睛。 此外,接触钍钨棒后应以流动水和肥皂洗手,并注意经常清洗工作服及手套等。
戴隔音耳罩或防音耳塞,防护噪声危害,这些都是有效的个人防护措施。
7.如何根据电路图把实物焊接电路板上
焊接电路板的方法:
1、首先理解电路原理图,认清没一个元件的性能,参数,理解其作用。
2、根绝电路板,合理分布元件位置。先可以摆放个大体位置,拍照做为记录。
3、然后根据规划的摆放位置,先焊接主要元件,大元件(如果是已经做好的PCB板,应该先焊接小元件)再焊接外围小元件,注意导线分布的美观性。
4、焊接过程,注意烙铁的温度的控制,方式烧坏元件。
技术社区:/
8.电焊基础技术指导
焊工基本功训练内容面举引弧训练、清熔渣铁水训练、补孔(洞)训练蹲功训练阐述焊工基本功训练
1 引弧训练
焊条电弧焊引燃焊接电弧程称引弧引弧焊接程频繁进行作引弧技术坏直接影响焊接质量单面焊双面形焊工必须掌握技术采用断弧施焊条焊缝由几百甚至千焊点叠加焊接些焊点要引弧功、位置准影响整条焊缝质量见熟练引弧、位置准确保证焊接质量重要性
引弧训练目使员掌握确引弧要求能熟练引燃电弧焊点位置准确达目要求员根焊条数十练习通反复练习达熟练、准确引燃电弧并形技巧










